






Алюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
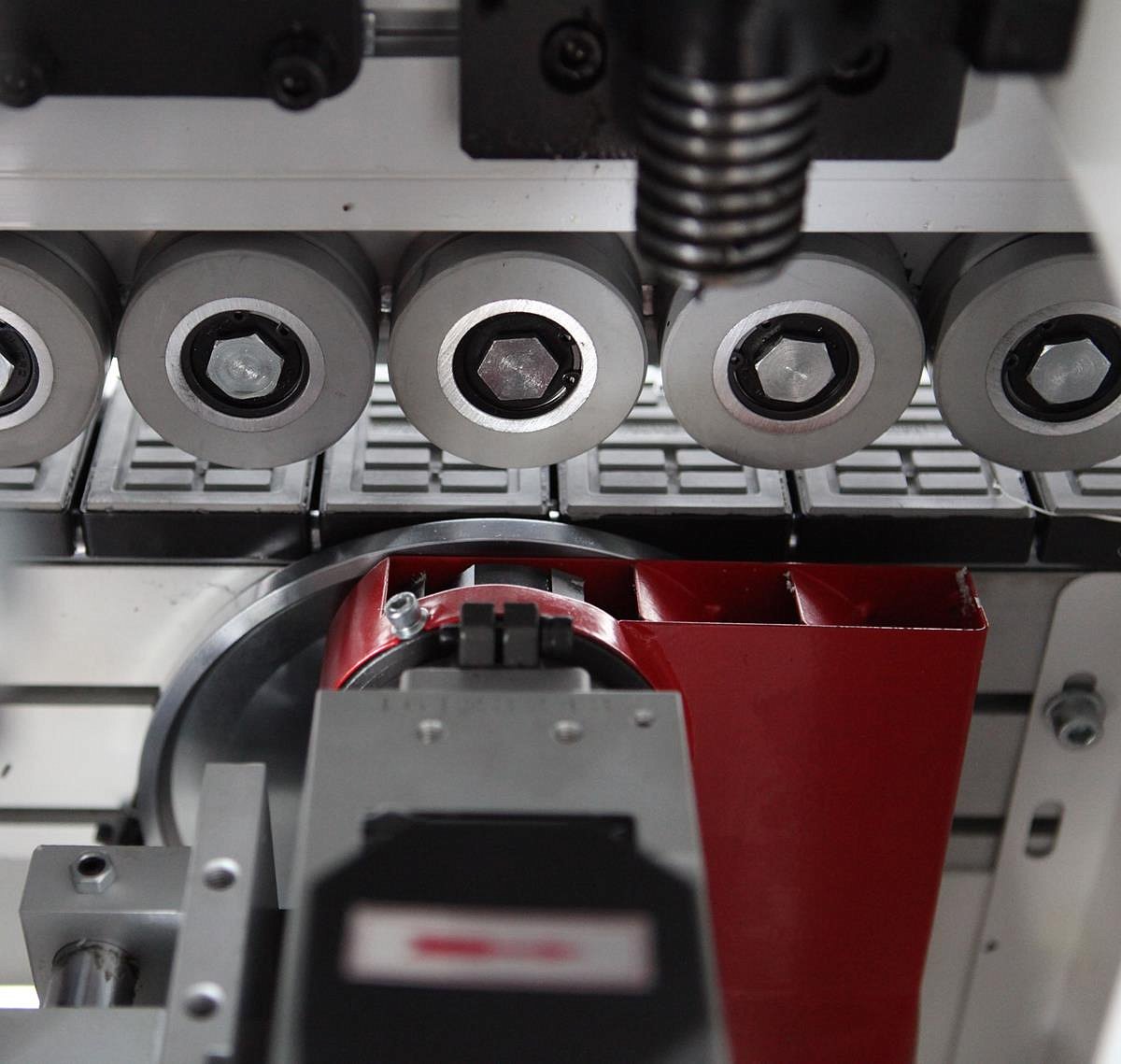
Резиновые ролики плотно прижимают заготовки, обеспечивая их перемещение без смещения и точность обработки кромки.
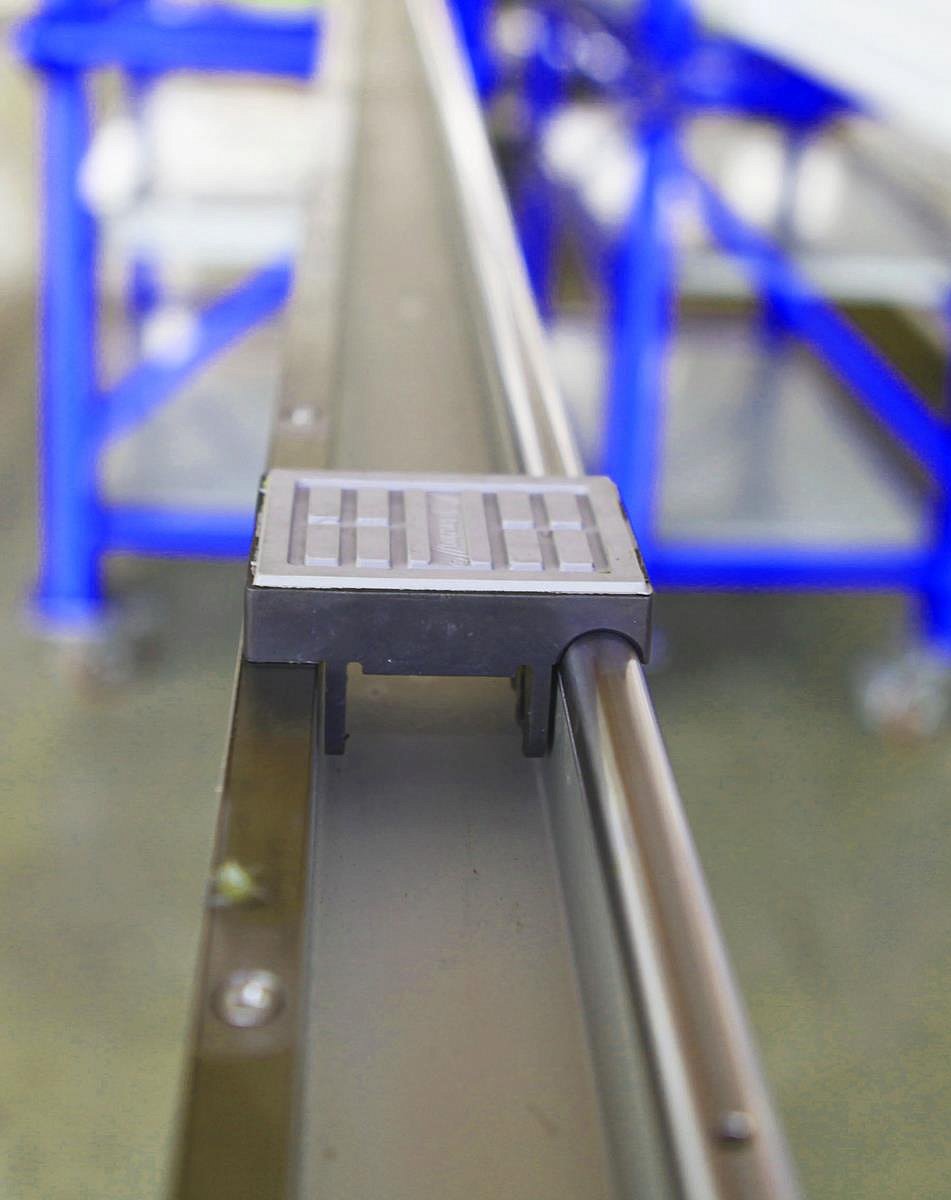
Круглая направляющая обладает высокой твердостью и износостойкостью. Основание башмака примыкает к направляющей без зазоров, обеспечивая плавность и ровность хода.

Поддерживающая телескопическая опора с роликами выдвигается до 600 мм и позволяет обрабатывать детали с большим свесом.
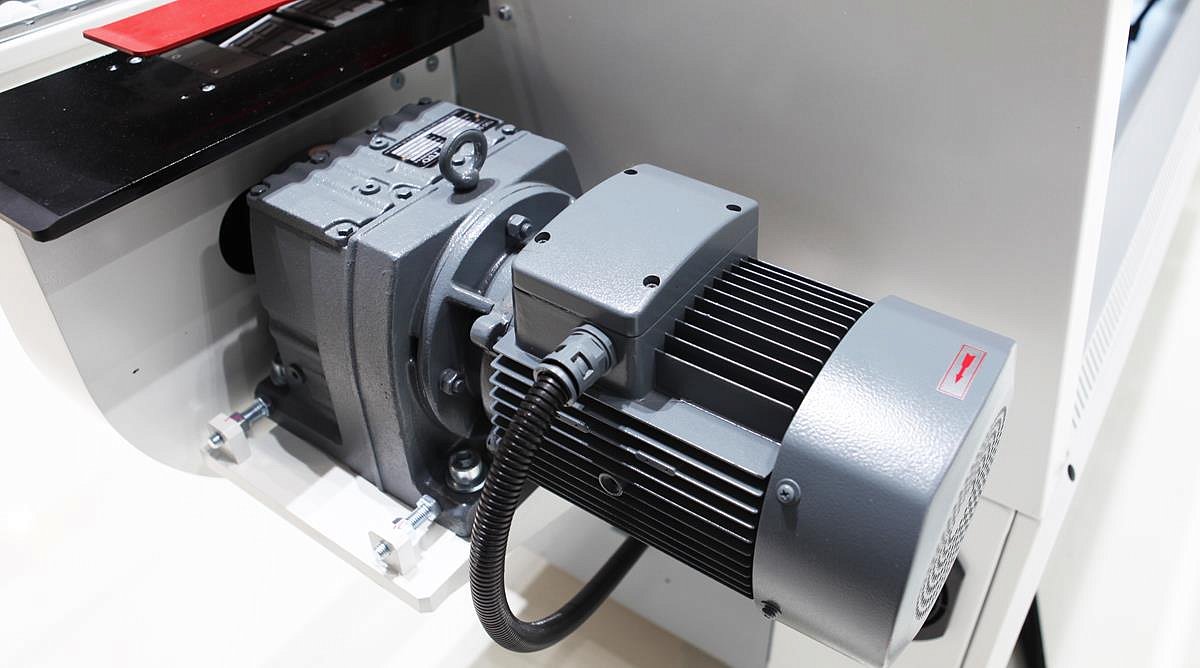
Мощный двигатель с редуктором обеспечивает плавную и равномерную подачу тяжелых и длинных заготовок.
Клеевая ванна ёмкостью 5 литров имеет антипригарное покрытие, которое защищает клей от подгорания, сохраняя его физические свойства и цвет.

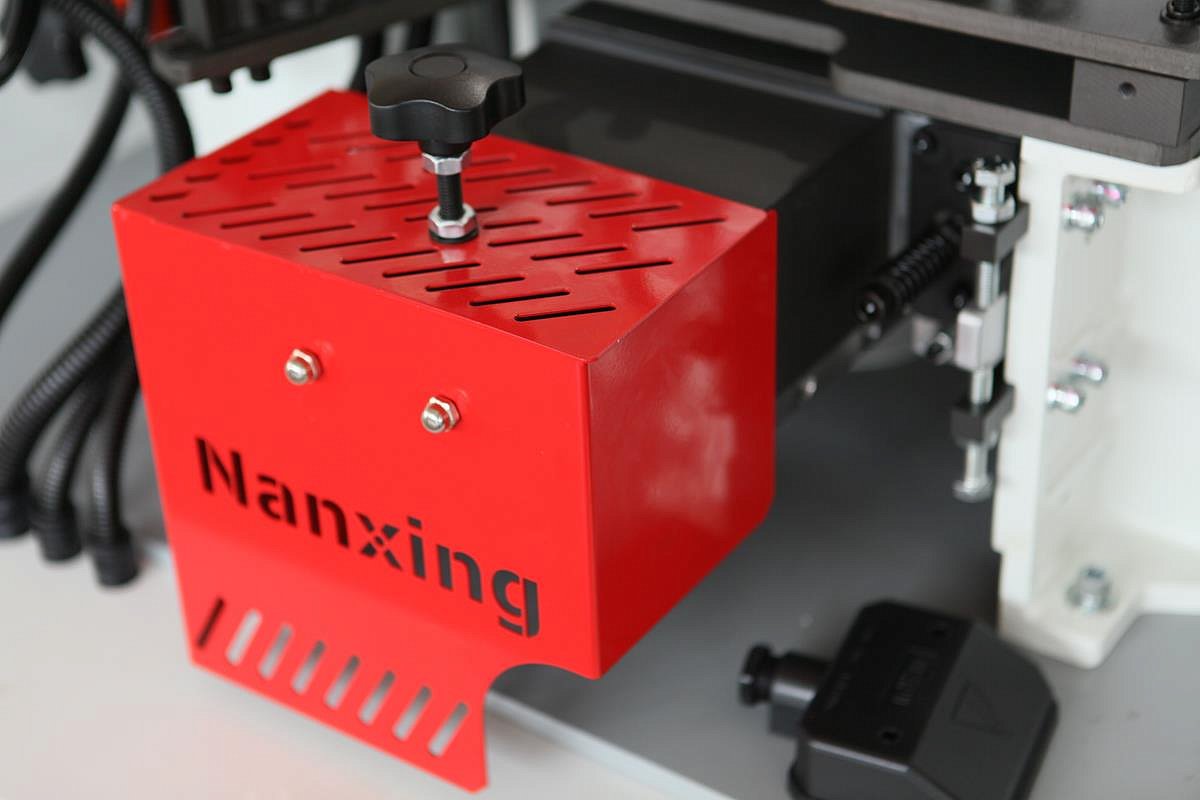
Пневмоцилиндр большого диаметра с электрическим переключателем позволяет гильотине обрезать кромочный материал толщиной до 3 мм.

Пресс-группа состоит из приводного ролика Ø100 мм, который охлаждает кромку после нанесения клея, и три стальных дожимных роликов Ø68 мм.

С помощью специальной помпы масло подается на все необходимые узлы, что исключает необходимость в дополнительном обслуживании.

Предназначен для торцевания переднего и заднего свесов кромочного материала.
Узел предназначен для чернового фрезерования верхнего и нижнего свесов кромочного материала с прямыми фрезами и двигателями увеличенной мощности.
Предназначен для чистового фрезерования верхнего и нижнего свесов кромочного материала.

Узел предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.

Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.

Станок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.

Предназначен для настройки станка и позволяет оператору запускать и останавливать станок на любой стадии обработки детали.

Станок оборудован пультом управления с сенсорным дисплеем и имеет удобным расположением.

Система безопасности станка включает в себя контроль толщины заготовки и расстояния между деталями, путевые точки и аварийную кнопку.

Станок оснащен электрокомпонентами ведущих мировых брендов, что обеспечивает высокое качество и универсальность.

Станина изготавливается из толстостенного проката с использованием лазерной резки. Сборка осуществляется на специальном стапеле с применением сварочных роботов.

Процесс сборки – заключительный и важный этап. Каждый инженер сборочного цеха отвечает за свою операцию, что гарантирует высокое качество оборудования.

Завод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования.

























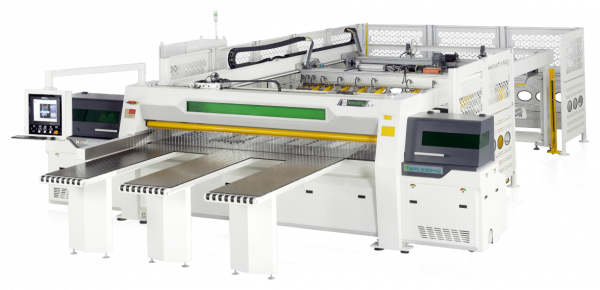
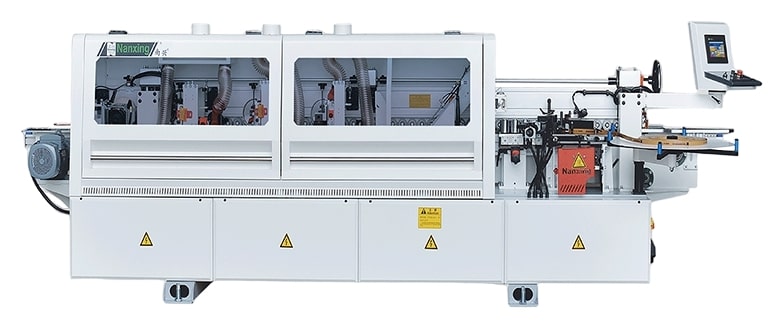
NBC332. Автоматический кромкооблицовочный станок
- Толщина кромки:0,4 - 3 мм
- Скорость подачи:16 / 20 / 24 м/мин
- Общая мощность:12,2 кВт
- Вес:1620 кг
| Модель | NBC332 |
| Длина заготовки, мм | ≥ 120 |
| Ширина заготовки, мм | ≥ 60 |
| Минимальные размеры заготовки, мм | 120 x 60 |
| Толщина заготовки, мм | 9 - 60 |
| Толщина кромки, мм | 0.4 - 3 |
| Скорость подачи, м/мин | 16 / 20 / 24 |
| Параметры электросети, В / Гц | 380 / 50 |
| Давление сжатого воздуха, МПа | 0.7 |
| Аспирационные выходы, мм | Ø 125 x 3 |
| Общая мощность, кВт | 12.2 |
| Габаритные размеры, мм | |
| Длина, мм | 5200 |
| Ширина, мм | 1050 |
| Высота, мм | 1550 |
| Вес, кг | 1620 |
- Нижняя клеевая ванна
- Узел 2-ух моторной торцовки
- 1-узел фрезерования свесов (Черновой)
- 2-узел фрезерования свесов (Чистовой)
- Узел радиусная циклевка
- Полировка
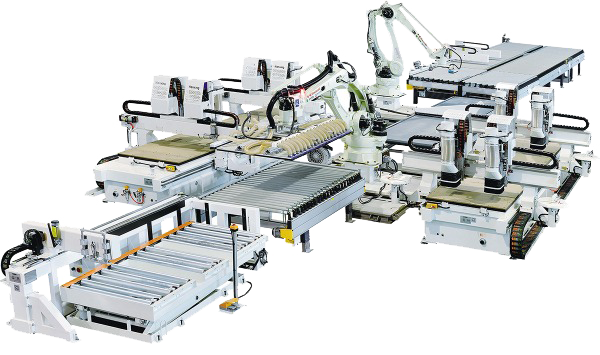
- Клеенанесение, торцевание, черновое и чистовое фрезерование свесов, циклевание и полировка выполняются автоматически за один проход. Быстрая обработка, экономия времени, экономия места, простота в эксплуатации и экономия денег. Общая длина станка составляет 5200 мм;
- Массивная станина и большинство механических узлов станка обрабатываются на передовых станках с ЧПУ для увеличения устойчивости и продления срока службы, исключая деформации;
- 7-дюймовый сенсорный экран. Интерфейс управления интуитивно понятен и прост.
- Автоматический переход в режим ожидания включается при простое (в соответствии с установленным временем) для экономии энергии. Только один клик, чтобы возобновить производство.
- Электрокомпоненты известных мировых брендов высокой стабильности и отличных характеристик. Управление ПЛК. Каждый рабочий блок управляется независимым преобразователем частоты.
- Понятная техническая документация, каждый провод имеет уникальную кодовую метку, что обеспечивает максимальное удобство устранения неполадок и онлайн-поддержки.
 Прижимная балка
Прижимная балкаАлюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
Высота прижимной балки настраивается автоматически электроприводом в зависимости от толщины детали. Толщина задается с пульта управления.
 Резиновые ролики
Резиновые роликиРезиновые ролики имеют малый шаг и большую площадь контакта, благодаря этому плотно прижимают заготовки, обеспечивая их перемещение без смещения и точность обработки кромки.
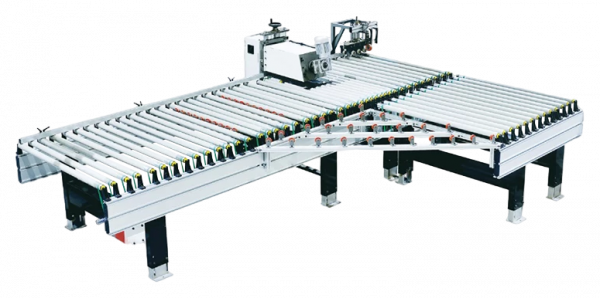
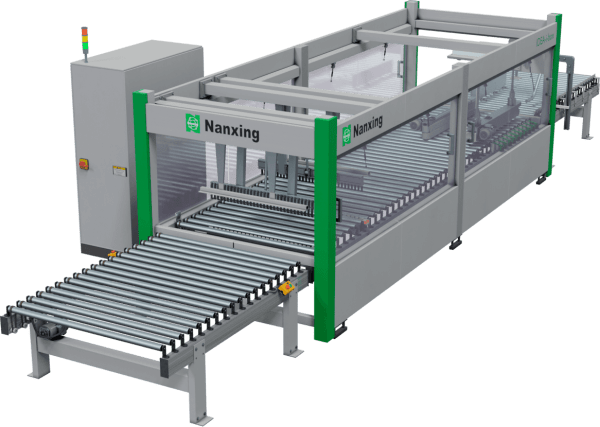
 Конвейер
КонвейерКруглая направляющая конвейера закалена и имеет высокую твердость и износостойкость. Основание башмака конвейера примыкает к направляющей практически без зазоров, гарантируя плавность и ровность хода. Посадочное место для направляющей фрезеруется на прецизионных станках с ЧПУ, поэтому её срок службы практически не ограничен.
Направляющая линейка изготовлена из стальной пластины большой толщины и крепится к станине станка с помощью массивного и жесткого кронштейна, что обеспечивает стабильность позиционирования заготовки.
 Телескопическая опора
Телескопическая опораПоддерживающая телескопическая опора с роликами выдвигается до 600 мм и позволяет обрабатывать детали с большим свесом.
 Мощный двигатель
Мощный двигательСтанок оснащен мощным двигателем с редуктором, который обеспечивает плавную и равномерную подачу тяжелых и длинных заготовок. Стабильность работы узла подачи также обеспечивается системой плавного пуска и электротормоза двигателя в случае аварийной остановки.
 Клеевая ванна
Клеевая ваннаКлеевая ванна ёмкостью 5 литров имеет антипригарное покрытие, которое защищает клей от подгорания, сохраняя его физические свойства и цвет.
- Предварительная обрезка кромки
Пневмоцилиндр большого диаметра с электрическим переключателем позволяет гильотине обрезать кромочный материал толщиной до 3 мм и предназначен для работы в сменном режиме.
Индивидуальный блок регулировки давления с регулятором и манометром.
 Пресс-группа
Пресс-группа- Приводной ролик диаметром 100 мм охлаждает кромку после нанесения клея. Скорость вращения синхронизирована со скоростью подачи конвейера.
- 3 стальных дожимных ролика диаметром 68 мм.
- Два ролика – конусные с противоположным углом наклона для поджима кромки и минимизации клеевого шва.
- Один ролик – цилиндрический для финишного дожима кромки перед обработкой.
- Cпециальные скребки на роликах для удаления остатков клея.
 Система смазки
Система смазкиС помощью специальной помпы масло подается на все необходимые узлы, что исключает необходимость в дополнительном обслуживании и снижает время простоев.
Узлы подачи масла:
- узел чистовой торцовки;
- цепь конвейера.
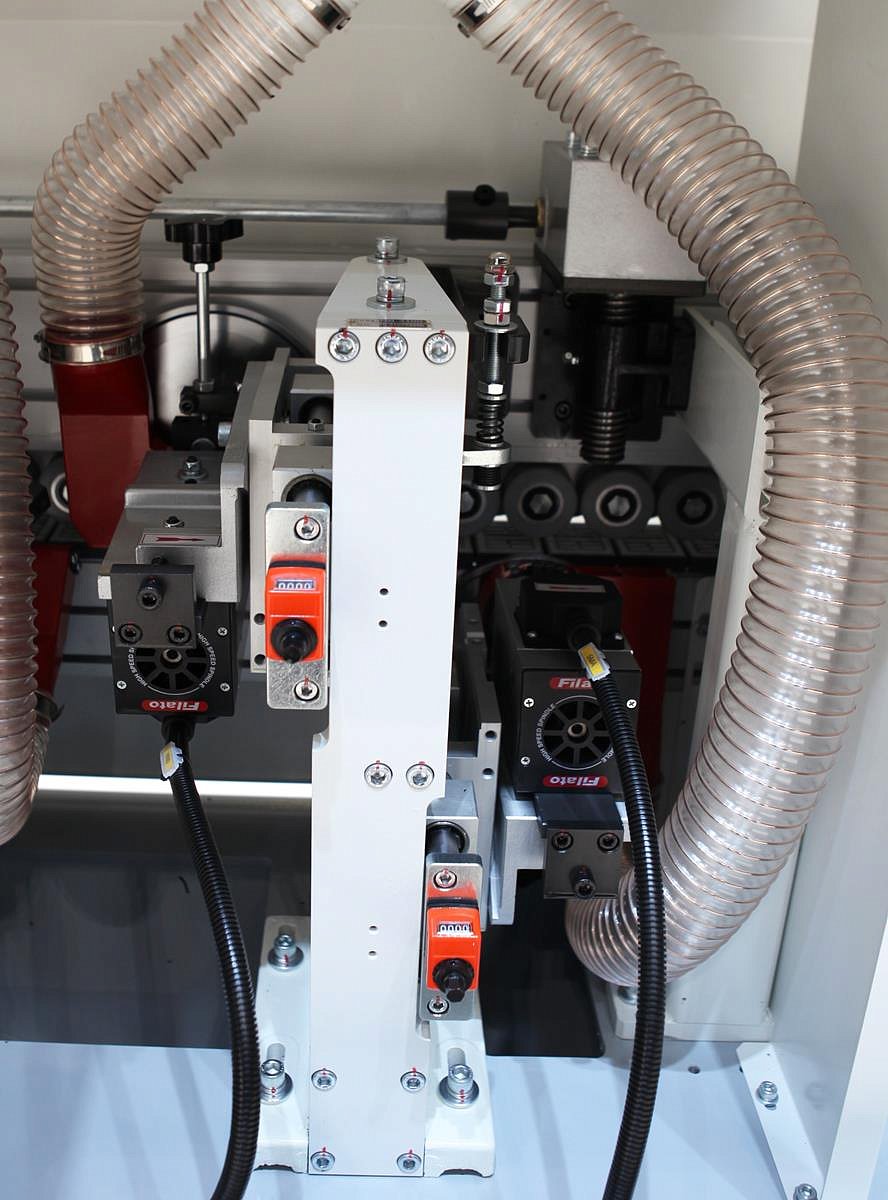
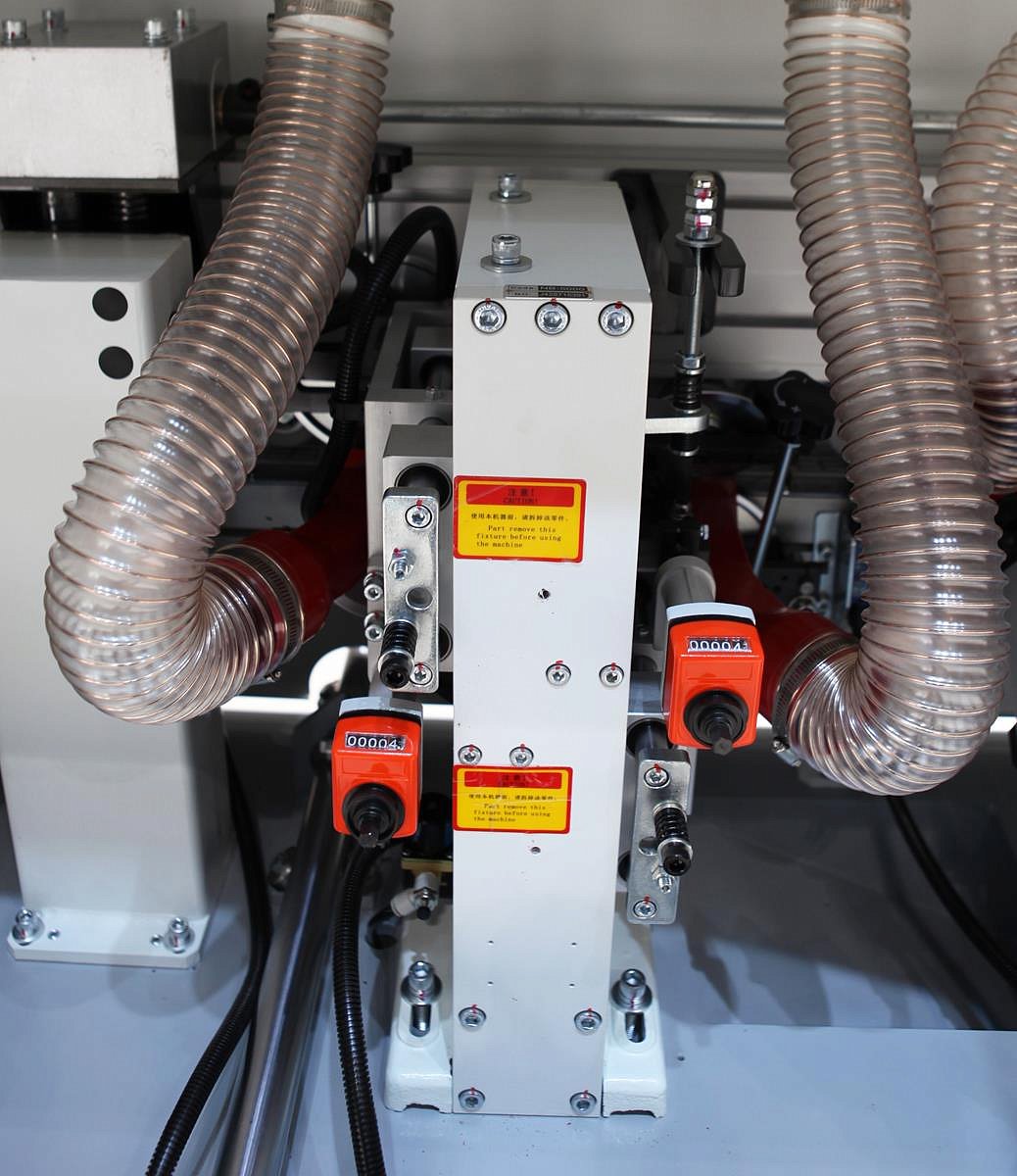
- Узел чистовой торцовки
Предназначен для торцевания переднего и заднего свесов кромочного материала.
- Два независимых двигателя на одной направляющей, расположенной под углом 45°.
- Мощность двигателей: 2 х 0,35 кВт;
- Частота: 200 Гц.
- 2 пилы Ø105 х 3 x 22 Z24 расположены под углом 5° к торцам детали.
- Полуавтоматическая смазка направляющих.
- Частотный преобразователь Delta, защита двигателей от перегрузок.
 Узел фрезерования свесов (черновой)
Узел фрезерования свесов (черновой)Предназначен для чернового фрезерования верхнего и нижнего свесов кромочного материала с прямыми фрезами и двигателями увеличенной мощности.
- Мощность двигателей: 2 x 0,75 кВт;
- Частота: 200 Гц;
- Скорость вращения: 12 000 об/мин.
- Точность позиционирования заготовки за счет круглых копиров большого диаметра Ø 180 мм по плоскости.
 Узел фрезерования свесов (чистовой)
Узел фрезерования свесов (чистовой)Предназначен для чистового фрезерования верхнего и нижнего свесов кромочного материала.
- Мощность двигателей: 2 х 0,5 кВт;
- Частота: 200 Гц;
- Скорость вращения: 12 000 об/мин.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и круглых конусных копиров Ø 120 мм в торец заготовки.
- В базовой комплектации фрезы R2.
- Узел оснащен аспирационными патрубками.
 Узел радиусного циклевания
Узел радиусного циклеванияПредназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и конусных копиров Ø 120 мм по торцу заготовки.
- Система охлаждения ножей сжатым воздухом.
- Узел оснащен аспирационными патрубками.
 Полировальный узел
Полировальный узелУзел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
- Обеспечение стабильной работы за счет подключения постоянного питания.
- Оснащен 2 двигателями мощностью 0,37 кВт, частота 50 Гц, скорость вращения 1350 об/мин.
 Система аспирации
Система аспирацииСтанок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.
 Сервисный пульт
Сервисный пультПредназначен для настройки станка и позволяет оператору запускать и останавливать станок на любой стадии обработки детали.
 Пульт управления
Пульт управления- Пульт управления с 7" сенсорным дисплеем и удобным расположением;
- Отображение процессов и диагностической информации;
- Оперативное решение проблем с помощью кодов ошибок;
- Отчет о производстве, включая количество и длину заготовок.
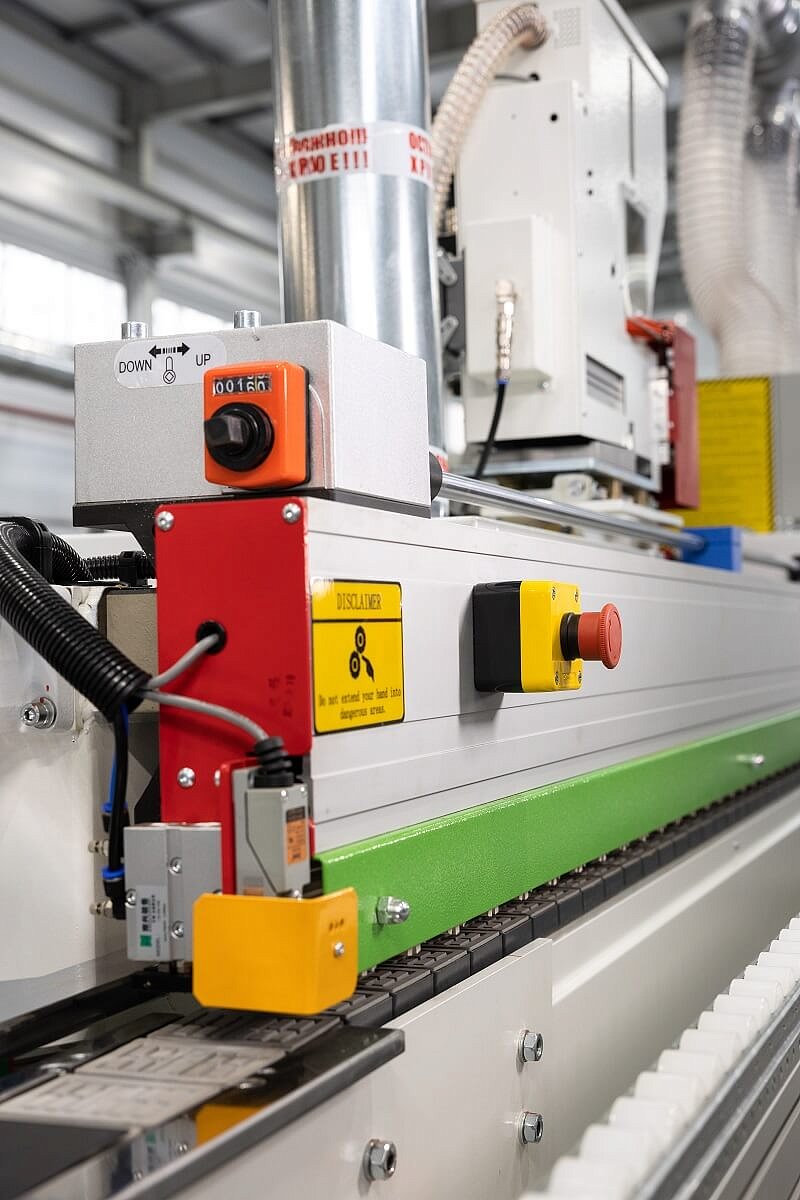
 Система безопасности
Система безопасностиКонтроль толщины заготовки и расстояния между деталями
Пневматический палец контролирует расстояние между деталями и не позволит подать заготовку раньше времени. Защита узла чистовой торцовки.
Измеритель толщины детали остановит конвейер при подаче заготовки большей толщины. Защита механизмов подачи и прижимной балки.
Путевые точки – контактная навигация заготовок для идеально точной обработки на последующих узлах.
Аварийная кнопка
Расположена в доступной для оператора зоне и позволяет остановить станок при возникновении нештатной ситуации.
- Электрокомпоненты
- Управление PLC, входное напряжение 380 В, 50 Гц (стандарт).
- Положение заготовки контролируется энкодером.
- Независимые частотные преобразователи на каждый узел с функцией торможения двигателя.
- Большинство используемых электрических компонентов на станке произведены международными брендами для достижения высокого качества и универсальности.
- Каждый провод имеет уникальную метку с кодом, что обеспечивает максимальное удобство при устранении неполадок и онлайн-поддержки.
 Станина
СтанинаДетали станин изготавливаются из толстостенного проката с использованием лазерной резки. Сборка станины осуществляется на специальном стапеле с применением высокоточных сварочных роботов. После сборки станина проходит операцию термической обработки для снятия внутренних напряжений. Затем, после термообработки, все посадочные поверхности и технологические отверстия обрабатываются на прецизионных портальных станках с ЧПУ за один установ.
 Сборочная линия
Сборочная линияПроцесс сборки – заключительный и чрезвычайно важный этап. Высококвалифицированные инженеры сборочного цеха Nanxing отвечают каждый за свою операцию. Поэтому завод гарантирует высокое качество выпускаемого оборудования.
 Контроль качества
Контроль качестваЗавод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования. Лаборатория имеет систему поддержания постоянной температуры и влажности, оснащена самым современным высокоточным измерительным оборудованием производства Zeiss (Германия) и Aberlink (Великобритания).
- Доставка:i
- Стоимость ШМР: от 45 000 ₽