







Алюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
Резиновые ролики плотно прижимают заготовки, обеспечивая их перемещение без смещения и точность обработки кромки.
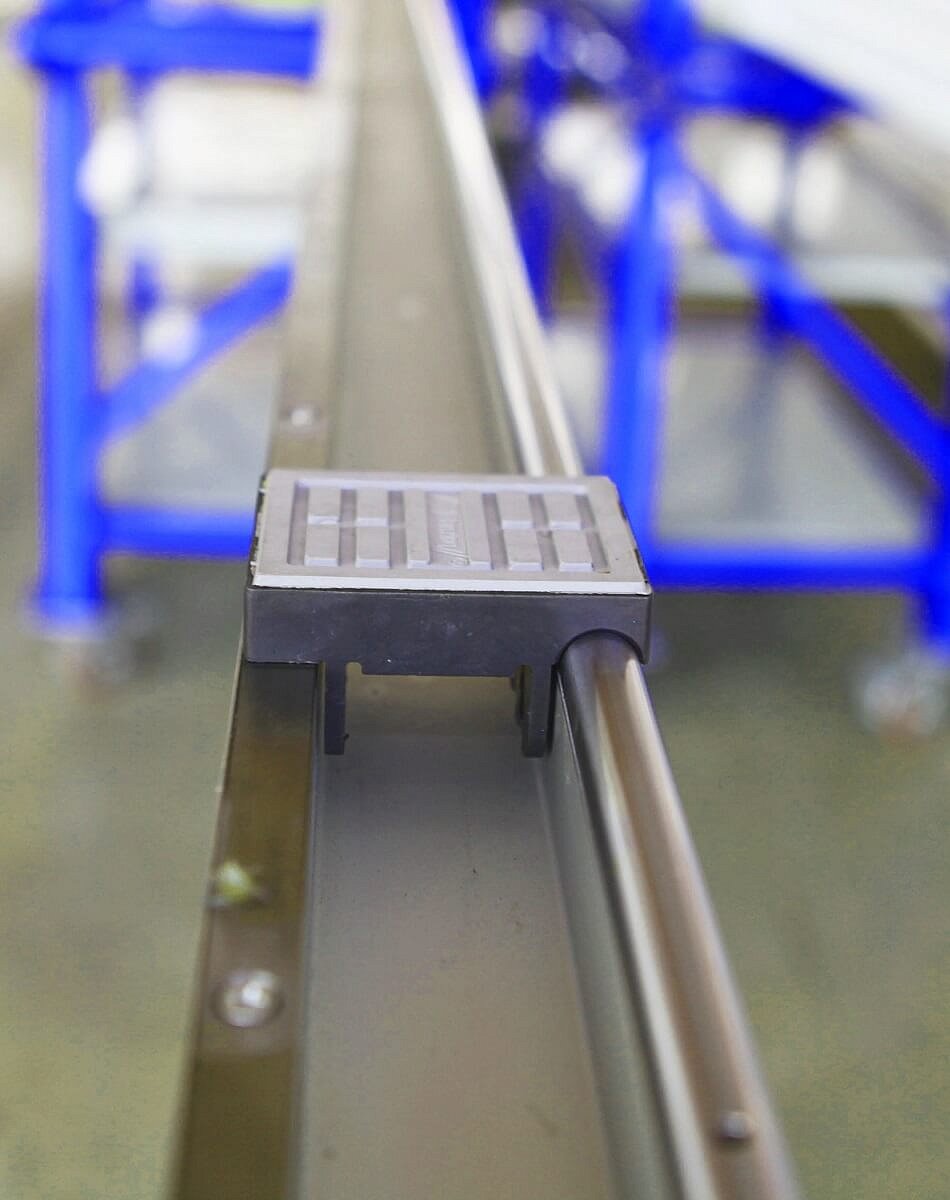
Круглая направляющая обладает высокой твердостью и износостойкостью. Основание башмака примыкает к направляющей без зазоров, обеспечивая плавность и ровность хода.

Поддерживающая телескопическая опора с роликами выдвигается до 600 мм и позволяет обрабатывать детали с большим свесом.

Направляющая линейка изготовлена из стальной пластины большой толщины и крепится к станине станка с помощью массивного и жесткого кронштейна.

Мощный двигатель с редуктором обеспечивает плавную и равномерную подачу тяжелых и длинных заготовок.
Инфракрасная лампа с рабочей температурой около 300° прогревает торец детали для наилучшего приклеивания кромки. Особенно актуально в зимний период.
Пневмоцилиндр большого диаметра с электрическим переключателем позволяет гильотине обрезать кромочный материал толщиной до 3 мм.
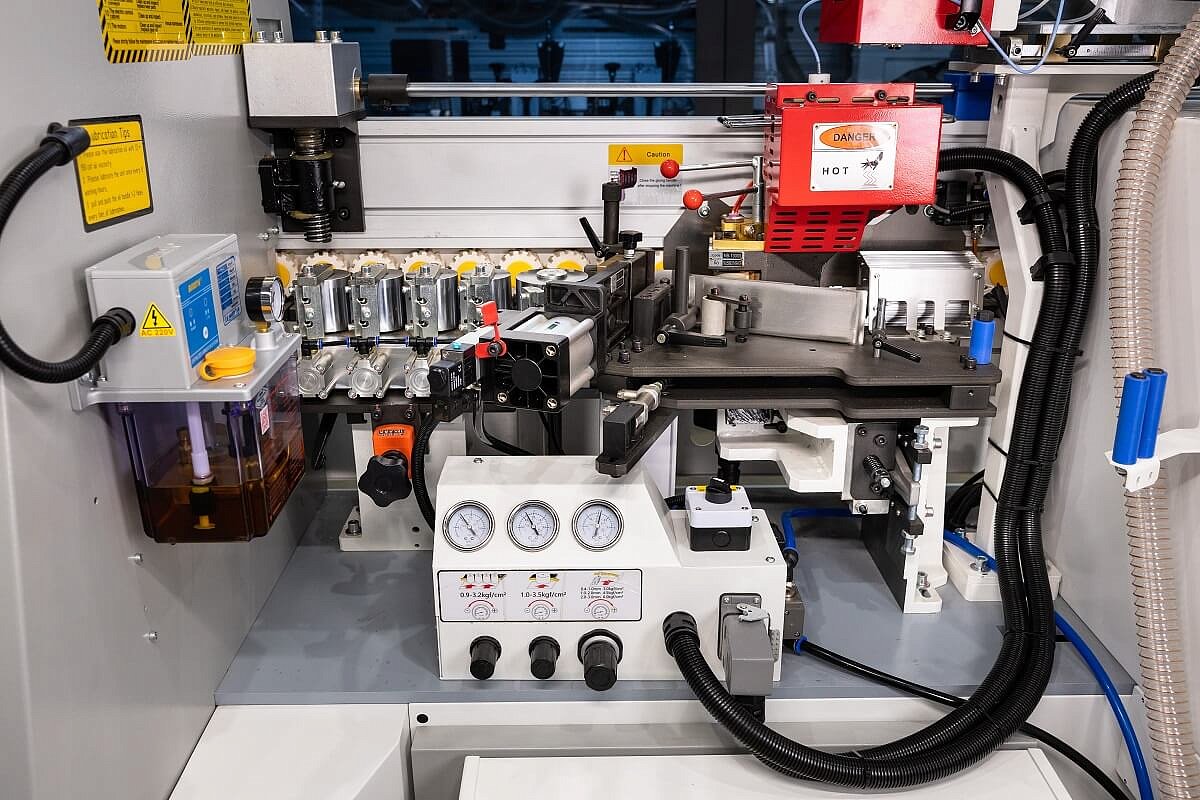
Клеевая ванна ёмкостью 5 литров имеет антипригарное покрытие, которое защищает клей от подгорания, сохраняя его физические свойства и цвет.

Пресс-группа состоит из приводного ролика Ø100 мм, который охлаждает кромку после нанесения клея, и четырех стальных дожимных роликов Ø70 мм.

Станок оснащен системой автоматической подачи масла на все необходимые узлы, что исключает необходимость в дополнительном обслуживании.

Узел предназначен для торцевания переднего и заднего свесов кромочного материала.
Предназначен для фрезерования верхнего и нижнего свесов кромочного материала.
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
Технология Quick SET – быстрое и удобное позиционирование узлов чистового фрезерования и радиусной цикли в рабочей зоне с пульта управления.

Станок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.

Предназначен для настройки станка и позволяет оператору запускать и останавливать станок на любой стадии обработки детали.
Станок оборудован световым индикатором, который позволяет оператору контролировать его состояние с любого расстояния.

Система безопасности станка включает в себя контроль толщины заготовки и расстояния между деталями, путевые точки и аварийную кнопку.

Рабочая зона станка закрыта со всех сторон на 360°. Кожухи оснащены пылезащитными и шумоизоляционными покрытиями.

Станок оборудован пультом управления с сенсорным дисплеем на русском языке и имеет удобное расположение.

Станок оснащен электрокомпонентами ведущих мировых брендов, что обеспечивает высокое качество и универсальность.

Станина изготавливается из толстостенного проката с использованием лазерной резки. Сборка осуществляется на специальном стапеле с применением сварочных роботов.

Процесс сборки – заключительный и важный этап. Каждый инженер сборочного цеха отвечает за свою операцию, что гарантирует высокое качество оборудования.

Завод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования.


























NB4JQ. Автоматический кромкооблицовочный станок
 Автоматическая перенастройка
Автоматическая перенастройка
на 2 толщины кромки
- Толщина кромки:0,4 - 3 мм
- Скорость подачи:16 / 20 / 24 м/мин
- Общая мощность:12,2 кВт
- Вес:1720 кг
| Модель | NB4JQ | |
| Длина заготовки, мм | ≥ 120 | |
| Ширина заготовки, мм | ≥ 85 | |
| Минимальные размеры заготовки, мм | 120 x 85, 120 x 120 (4 стороны) | |
| Толщина заготовки, мм | 9 - 60 | |
| Толщина кромки, мм | 0.4 - 3 | |
| Скорость подачи, м/мин | 16 / 20 / 24 | |
| Параметры электросети, В / Гц | 380 / 50 | |
| Давление сжатого воздуха, МПа | 0.7 | |
| Аспирационные выходы, мм | Ø 125 x 3 | |
| Общая мощность, кВт | 12.2 | |
| Габаритные размеры, мм | ||
| Длина, мм | 5000 | |
| Ширина, мм | 1050 | |
| Высота, мм | 1650 | |
| Вес, кг | 1720 | |
НАЗНАЧЕНИЕ:
Кромкооблицовочный станок NB4J / NB4JQ предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Используется на средних и крупных мебельных и столярных производствах для изготовления корпусной мебели и дверей.
 Прижимная балка
Прижимная балкаАлюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
Высота прижимной балки настраивается автоматически электроприводом в зависимости от толщины детали. Толщина задается с пульта управления.
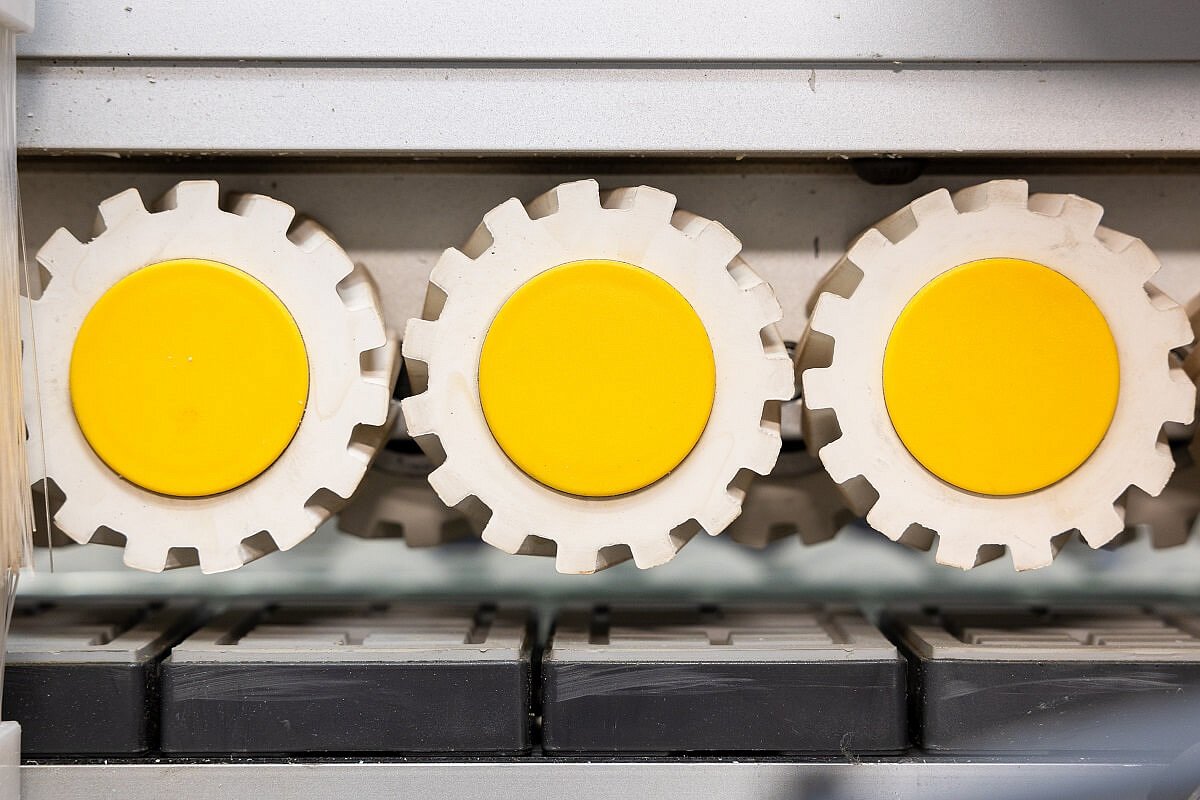
 Резиновые ролики
Резиновые роликиРезиновые ролики имеют малый шаг и большую площадь контакта, благодаря этому плотно прижимают заготовки, обеспечивая их перемещение без смещения и точность обработки кромки.
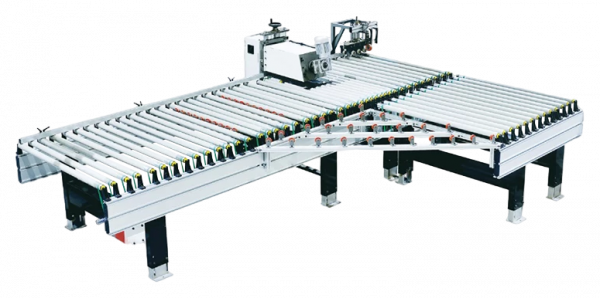
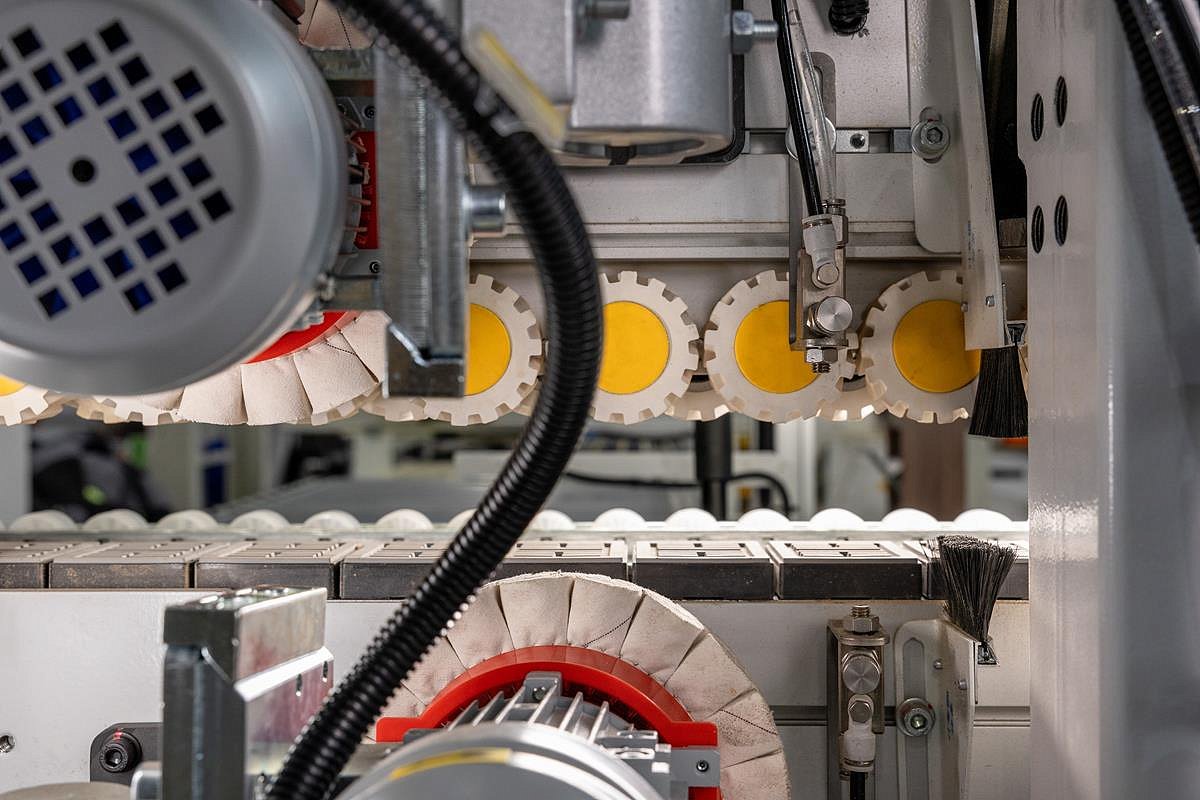
 Конвейер
КонвейерКруглая направляющая конвейера закалена и имеет высокую твердость и износостойкость. Основание башмака конвейера примыкает к направляющей практически без зазоров, гарантируя плавность и ровность хода. Посадочное место для направляющей фрезеруется на прецизионных станках с ЧПУ, поэтому её срок службы практически не ограничен.
 Телескопическая опора
Телескопическая опораПоддерживающая телескопическая опора с роликами выдвигается до 600 мм и позволяет обрабатывать детали с большим свесом.
 Направляющая линейка
Направляющая линейкаНаправляющая линейка изготовлена из стальной пластины большой толщины и крепится к станине станка с помощью массивного и жесткого кронштейна, что обеспечивает стабильность позиционирования заготовки.
 Мощный двигатель
Мощный двигательСтанок оснащен мощным двигателем с редуктором, который обеспечивает плавную и равномерную подачу тяжелых и длинных заготовок. Стабильность работы узла подачи также обеспечивается системой плавного пуска и электротормоза двигателя в случае аварийной остановки.
 Подогрев торца заготовки
Подогрев торца заготовкиИнфракрасная лампа с рабочей температурой около 300° прогревает торец детали для наилучшего приклеивания кромки. Особенно актуально в зимний период.
- Предварительная обрезка кромки
Пневмоцилиндр большого диаметра с электрическим переключателем позволяет гильотине обрезать кромочный материал толщиной до 3 мм и предназначен для работы в сменном режиме.
Индивидуальный блок регулировки давления с регулятором и манометром.
 Клеевая ванна
Клеевая ваннаКлеевая ванна ёмкостью 5 литров имеет антипригарное покрытие, которое защищает клей от подгорания, сохраняя его физические свойства и цвет.
 Пресс-группа
Пресс-группа- Приводной ролик диаметром 100 мм охлаждает кромку после нанесения клея. Скорость вращения синхронизирована со скоростью подачи конвейера.
- 4 стальных дожимных ролика диаметром 70 мм.
- Каждый ролик имеет индивидуальный пневмоцилиндр.
- Два ролика – конусные с противоположным углом наклона для поджима кромки и минимизации клеевого шва.
- Два ролика – цилиндрические для финишного дожима кромки перед обработкой.
- Cпециальные скребки на роликах для удаления остатков клея.
 Система автоматической смазки
Система автоматической смазкиСтанок оснащен системой автоматической подачи масла на все необходимые узлы, что исключает необходимость в дополнительном обслуживании и снижает время простоев.
Узлы подачи масла:
- узел прифуговки;
- узел чистовой торцовки;
- цепь конвейера.
- Узел чистовой торцовки
Предназначен для торцевания переднего и заднего свесов кромочного материала.
- Два независимых двигателя на одной направляющей, расположенной под углом 45°.
- Мощность двигателей: 2 х 0,35 кВт;
- Частота: 200 Гц.
- 2 пилы Ø105 х 22 Z24 расположены под углом 5° к торцам детали.
- Автоматическая смазка направляющих.
- Частотный преобразователь Delta, защита двигателей от перегрузок.
- Узел оснащен системой аспирации.
 Узел фрезерования свесов
Узел фрезерования свесовПредназначен для фрезерования верхнего и нижнего свесов кромочного материала.
- Мощность двигателей: 2 х 0,5 кВт;
- Частота: 200 Гц;
- Скорость вращения: 12 000 об/мин.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и круглых конусных копиров Ø 120 мм в торец заготовки.
- В базовой комплектации фрезы R2 Ø69 х Ø16 H13 Z6.
- Узел оснащен аспирационными патрубками.
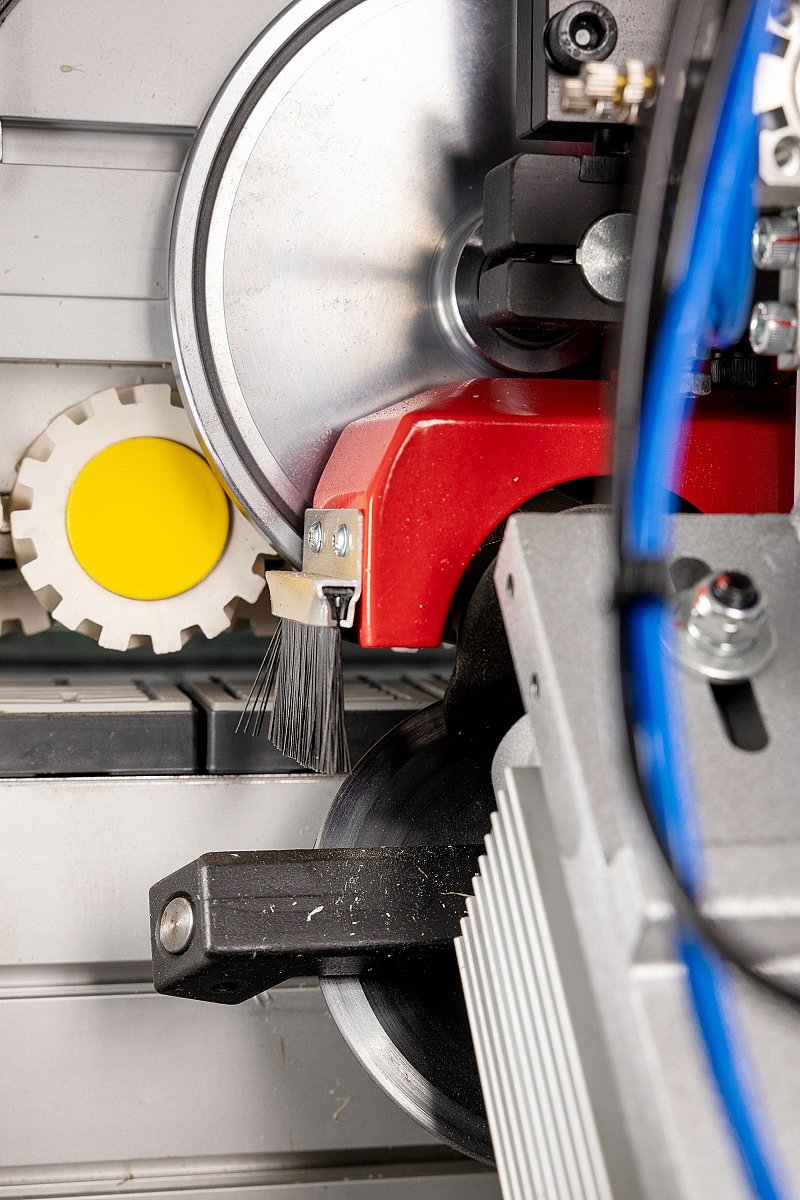
 Узел радиусного циклевания
Узел радиусного циклеванияПредназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и конусных копиров Ø 120 мм по торцу заготовки.
- Система охлаждения ножей сжатым воздухом.
- Узел оснащен аспирационными патрубками.
 Полировальный узел
Полировальный узелУзел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
- Обеспечение стабильной работы за счет подключения постоянного питания.
- Оснащен 2 двигателями мощностью 0,37 кВт, частота 50 Гц, скорость вращения 1350 об/мин.
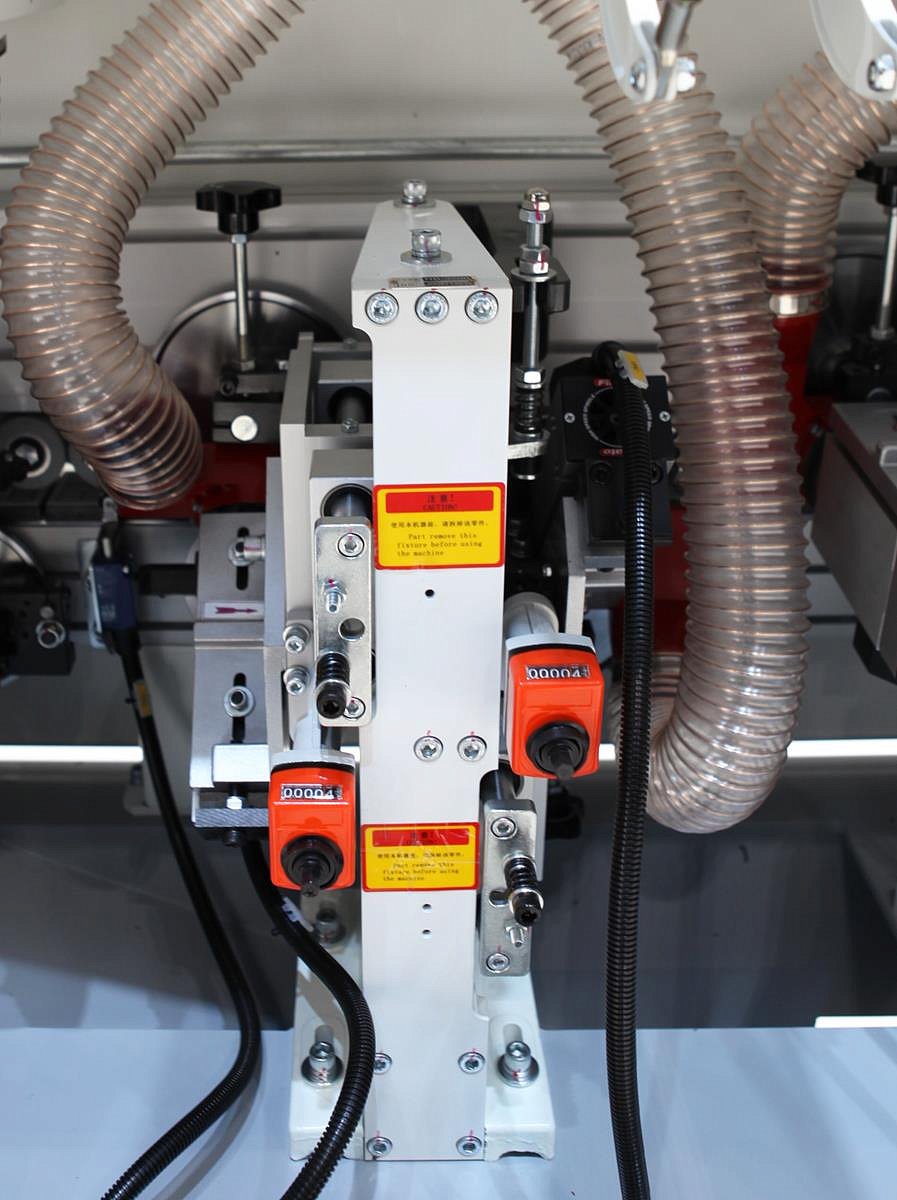
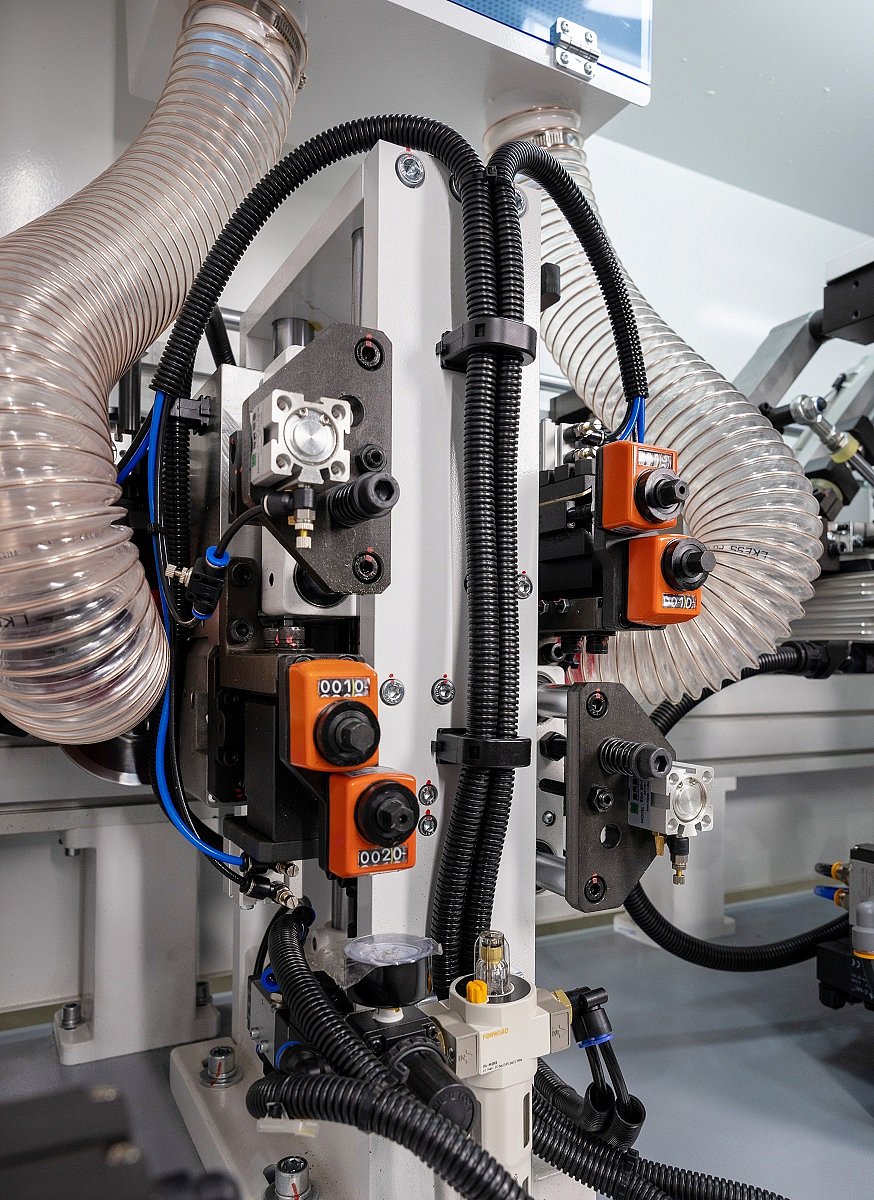
- Автоматическая перенастройка на 2 толщины кромки
Технология Quick SET Автоматическая перенастройка узла на 2 толщины кромки – быстрое и удобное позиционирование узлов чистового фрезерования и радиусной цикли в рабочей зоне с пульта управления.
 Система аспирации
Система аспирацииСтанок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.
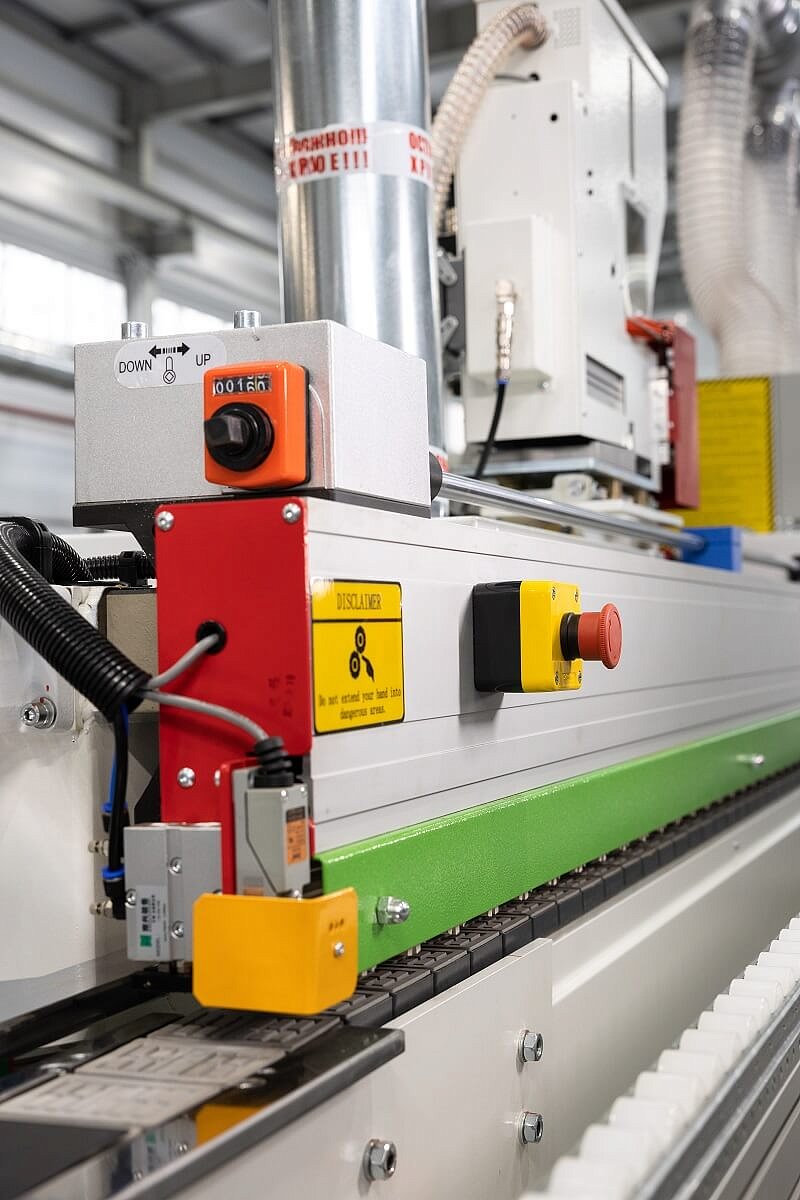
 Сервисный пульт
Сервисный пультПредназначен для настройки станка и позволяет оператору запускать и останавливать станок на любой стадии обработки детали.
- Индикатор состояния
Станок оборудован световым индикатором, который позволяет оператору контролировать его состояние с любого расстояния.
 Система безопасности
Система безопасностиКонтроль толщины заготовки и расстояния между деталями
Пневматический палец контролирует расстояние между деталями и не позволит подать заготовку раньше времени. Защита узла чистовой торцовки.
Измеритель толщины детали остановит конвейер при подаче заготовки большей толщины. Защита механизмов подачи и прижимной балки.
Путевые точки – контактная навигация заготовок для идеально точной обработки на последующих узлах.
Аварийная кнопка
Расположена в доступной для оператора зоне и позволяет остановить станок при возникновении нештатной ситуации.
- Защитные кожухи
Рабочая зона станка закрыта со всех сторон на 360°. Кожухи оснащены пылезащитными и шумоизоляционными покрытиями.
 Пульт управления
Пульт управления- Пульт управления с 7" сенсорным дисплеем и удобным расположением;
- Пульт управления русифицирован;
- Отображение процессов и диагностической информации;
- Оперативное решение проблем с помощью кодов ошибок;
- Отчет о производстве: учет метража кромки.
- Электрокомпоненты
- Управление PLC, входное напряжение 380 В, 50 Гц (стандарт).
- Положение заготовки контролируется энкодером.
- Независимые частотные преобразователи на каждый узел с функцией торможения двигателя.
- Большинство используемых электрических компонентов на станке произведены международными брендами для достижения высокого качества и универсальности.
- Каждый провод имеет уникальную метку с кодом, что обеспечивает максимальное удобство при устранении неполадок и онлайн-поддержки.
- Экономия энергии – режим ожидания включается автоматически. Это происходит в соответствии с заранее установленными настройками времени. Вы можете быстро запустить или остановить станок одним кликом.
 Станина
СтанинаДетали станин изготавливаются из толстостенного проката с использованием лазерной резки. Сборка станины осуществляется на специальном стапеле с применением высокоточных сварочных роботов. После сборки станина проходит операцию термической обработки для снятия внутренних напряжений. Затем, после термообработки, все посадочные поверхности и технологические отверстия обрабатываются на прецизионных портальных станках с ЧПУ за один установ.
 Сборочная линия
Сборочная линияПроцесс сборки – заключительный и чрезвычайно важный этап. Высококвалифицированные инженеры сборочного цеха Nanxing отвечают каждый за свою операцию. Поэтому завод гарантирует высокое качество выпускаемого оборудования.
 Контроль качества
Контроль качестваЗавод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования. Лаборатория имеет систему поддержания постоянной температуры и влажности, оснащена самым современным высокоточным измерительным оборудованием производства Zeiss (Германия) и Aberlink (Великобритания).
- Доставка:i
- Стоимость ШМР: от 45 000 ₽