

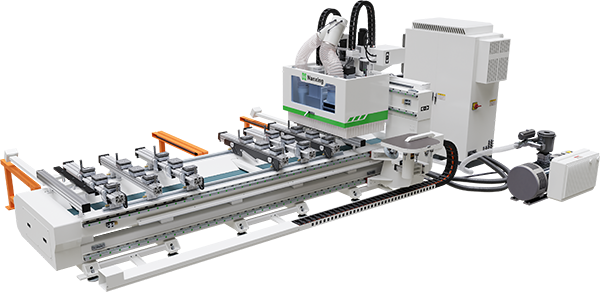







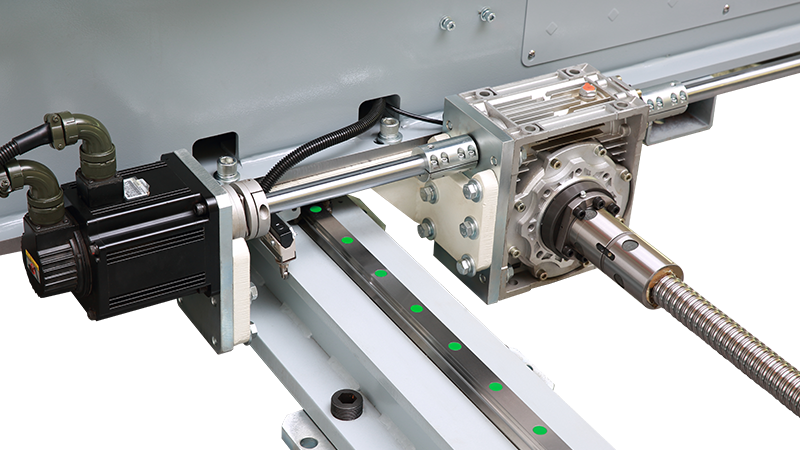
Корпуса двух машин соединены рамой для высокой жесткости и прочности. Перестановка по ширине для точного позиционирования через ШВП.
Два вспомогательных прижимных пневматических устройства для подачи в передней части станка. Опускаются, чтобы прижать заготовку, и затем автоматически поднимаются.

Прижимная балка из сверхпрочного алюминиевого сплава предотвращает деформацию и гарантирует высокую точность на большой срок эксплуатации.

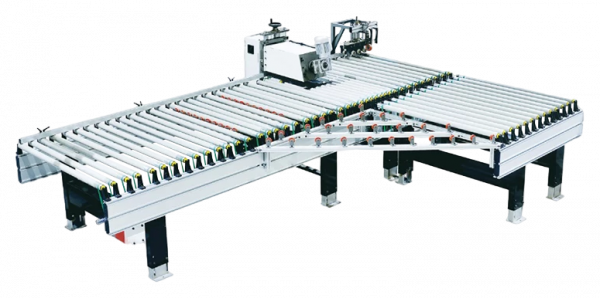
Автоматическое позиционирование с помощью упорных кулачков в транспортной цепи помогает транспортировать узкую длинную заготовку.
Разделяющая жидкость исключает налипание клея на поверхность панели, очищающая – эффективно очищает поверхность обработанной кромки.
Предназначен для устранения дефектов раскроя (микро-сколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали.
Инфракрасная лампа с рабочей температурой около 300° прогревает торец детали для наилучшего приклеивания кромки. Особенно актуально в зимний период.
Быстрая и удобная смена рулонов. Максимальный диаметр рулона – 780 мм. Максимальная толщина кромки – 3 мм.

Верхний клеевой бункер объемом около 10 л. Подача необходимой дозировки клея осуществляется с помощью пневмошторки.

Пресс-группа состоит из приводного ролика Ø100 мм, который охлаждает кромку после нанесения клея, и четырех стальных дожимных роликов Ø70 мм.

Предназначен для торцевания переднего и заднего свесов кромочного материала.
Узел предназначен для чернового фрезерования верхнего и нижнего свесов кромочного материала с прямыми фрезами и двигателями увеличенной мощности.
Предназначен для фрезерования верхнего и нижнего свесов кромочного материала.

Узел предназначен для профильного фрезерования передних и задних стыков кромки (углов).

Узел предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
Технология Quick SET – быстрое и удобное позиционирование узлов чистового фрезерования и радиусной цикли в рабочей зоне с пульта управления.
В автоматическом режиме открывает длинную стружку, оставшуюся после узла радиусной циклевки.
Предназначен для идеальной финишной обработки поверхности заготовки по плоскости.

Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
Узел предназначен для пазования нижней плоскости заготовок, при этом сохраняет все предыдущие операции.

Усиленный конструктив опорных колон для точного позиционирования прижимной балки по всей длине и всех необходимых узлов при перенастройке на заданную толщину.

Станок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.

Станок оснащен электрокомпонентами ведущих мировых брендов, что обеспечивает высокое качество и универсальность.

Станок оборудован пультом управления с сенсорным дисплеем на русском языке и имеет удобное расположение.

Станина изготавливается из толстостенного проката с использованием лазерной резки. Сборка осуществляется на специальном стапеле с применением сварочных роботов.

Процесс сборки – заключительный и важный этап. Каждый инженер сборочного цеха отвечает за свою операцию, что гарантирует высокое качество оборудования.

Завод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования.




























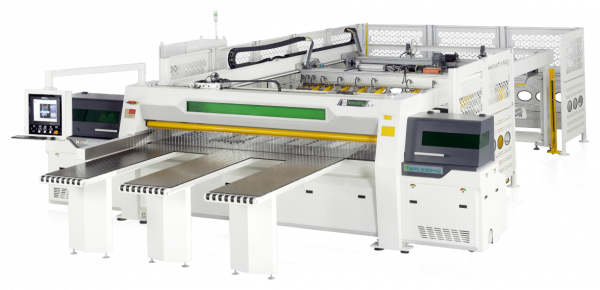
NB7HS2P. Автоматический двухсторонний кромкооблицовочный станок
- Толщина кромки:0,4 - 3 мм
- Скорость подачи:18 / 22 / 26 м/мин
- Общая мощность:56 кВт
- Вес:11 600 кг
| Модель | NB7HS2P |
| Длина заготовки, мм | 285 - 1220 |
| Ширина заготовки, мм | 285 - 2440 |
| Минимальные размеры заготовки, мм | 285 x 285 |
| Толщина заготовки, мм | 9 - 60 |
| Толщина кромки, мм | 0,4 - 3 |
| Скорость подачи, м/мин | 18 / 22 / 26 |
| Параметры электросети, В / Гц | 380 / 50 |
| Давление сжатого воздуха, МПа | 0.7 |
| Аспирационные выходы, мм | Ø 125 x 14 |
| Общая мощность, кВт | 56 |
| Габаритные размеры, мм | |
| Длина, мм | 9500 |
| Ширина, мм | 4400 |
| Высота, мм | 1950 |
| Вес, кг | 11 600 |
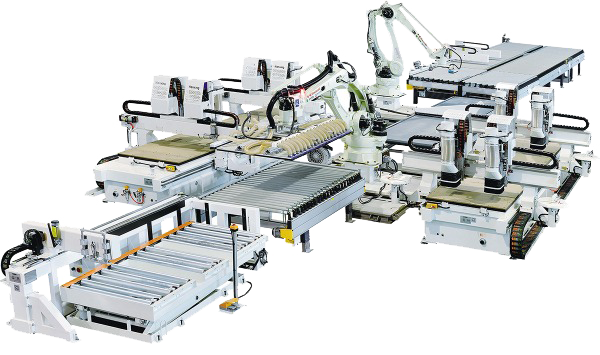
НАЗНАЧЕНИЕ:
Кромкооблицовочный станок NB7HS2P предназначен для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Используется крупных мебельных производствах для изготовления корпусной мебели.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Массивная станина и большинство механических узлов станка обрабатываются на передовых станках с ЧПУ
- Одновременная облицовка с двух сторон и пазование за один проход (опционально: боковое, верхнее или торцевое пазование).
- Равномерный прижим с помощью армированного клинового ремня обеспечивает плавное перемещение и сохранение чистоты заготовок, в результате чего достигается отличное качество нанесенной кромки.
- Настройка на ширину и позиционирование детали выполняется с помощью прецизионных ШВП с сервоприводом, расположенных с двух сторон. Автоматическая регулировка между механизмами в соответствии с шириной панели.
- Предплавитель сокращает время предварительного нагрева, снижает карбонизацию и вулканизацию пригоревших клеевых смол, а также улучшает сцепление между кромкой и заготовкой.
- Пневмонастройка узлов чистового фрезерования и циклевки.
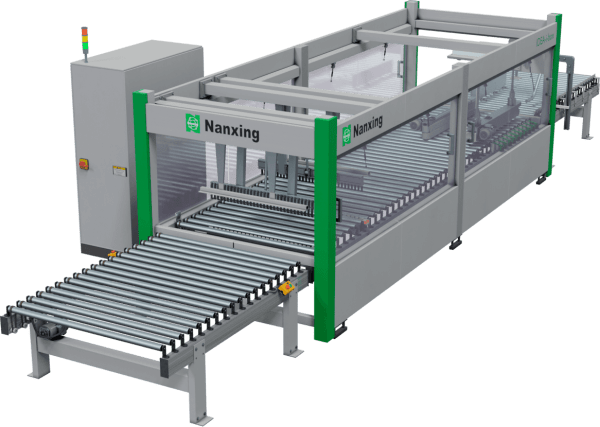
 Настройка ширины и позиционирование
Настройка ширины и позиционирование- Корпуса двух машин соединены рамой для высокой жесткости и прочности.
- Перестановка по ширине через шарико-винтовую пару для точного позиционирования.
- Ширина раскрытия: 285 - 2440 мм
- Ширина цепи конвейера: 85 мм
- Свес заготовки: 35 мм
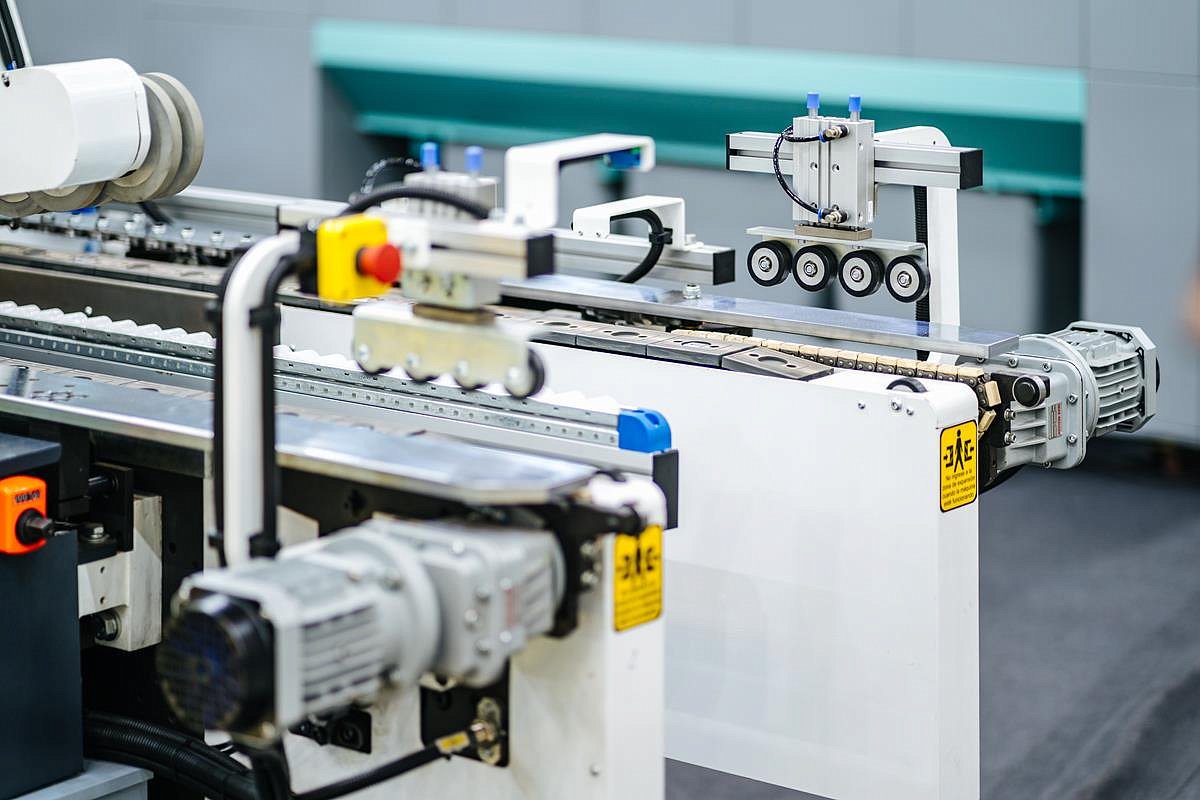
- Устройства подачи
Два вспомогательных прижимных пневматических устройства для подачи в передней части станка. Опускаются, чтобы прижать заготовку, и затем автоматически поднимаются.
Восемь вспомогательных резиновых колес для подачи гарантируют лучшую производительность кромкооблицовки при последующей обработке
 Прижимная балка
Прижимная балкаV-образный прижимной ремень, усиленный внутри специальным волокном, обеспечивает аккуратную и надежную фиксацию деталей к конвейеру.
Прижимная балка из сверхпрочного алюминиевого сплава предотвращает деформацию и гарантирует высокую точность на большой срок эксплуатации.
Электропривод позволяет поднимать и опускать прижимную балку на необходимую толщину заготовки, а управление осуществляется с помощью монитора.
- Упорные кулачки
Автоматическое позиционирование с помощью упорных кулачков в транспортной цепи помогает транспортировать узкую длинную заготовку.
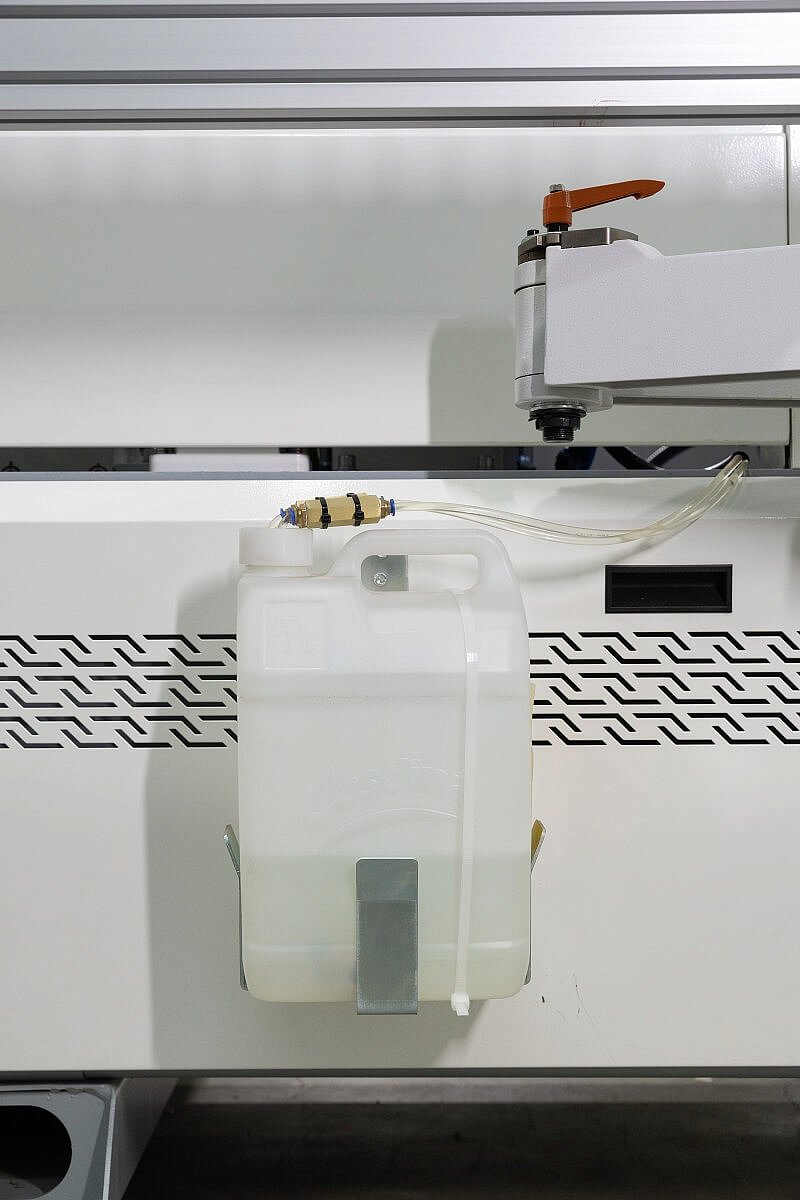
 Разделяющая и очищающая жидкости
Разделяющая и очищающая жидкости- Разделяющая жидкость исключает налипание клея на поверхность панели. Находиться перед узлом предварительного фрезерования.
- Очищающая жидкость эффективно очищает поверхность обработанной кромки. Находиться перед полировкой.
- 2 форсунки одновременно наносят жидкость сверху и снизу заготовки.
- Регулировка подачи необходимого количества жидкости.
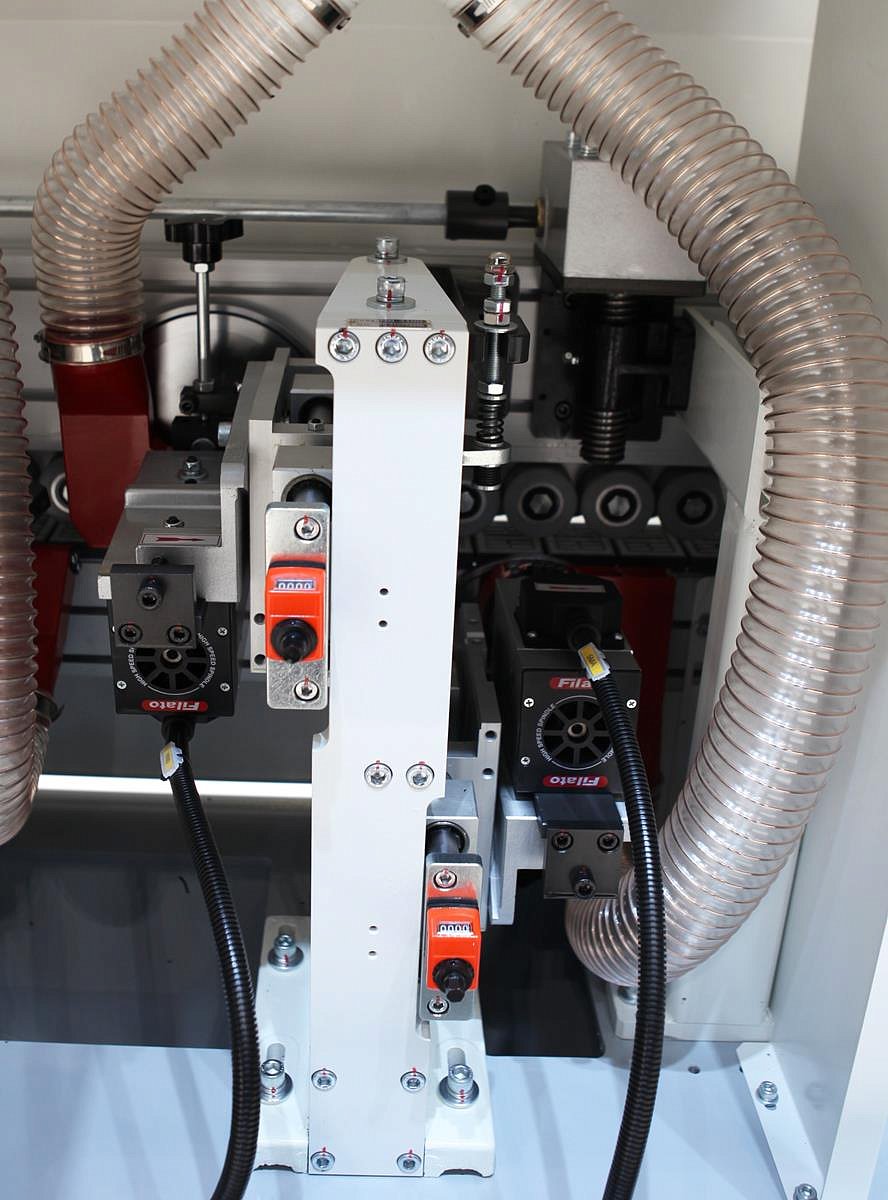
- Узел прифуговки
Предназначен для устранения дефектов раскроя (микро-сколов, ступеньки от подрезной пилы), гарантирует перпендикулярную и прямолинейную геометрию поверхности торца детали.
- Алюминиевая прижимная балка изготовлена из усиленного многокамерного профиля высокой жесткости.
- Две фрезы с алмазными ножами Ø125 x 30 H35 мм Z3+3 (Опционально до Н60 мм).
- Два двигателя противоположного вращения с автоматическим подводом / отводом в зону обработки убавляются с помощью пневмоцилиндра.
- Мощность двигателей: 2 x 3,7 кВт
- Частота: 150 Гц
- Скорость вращения: 9000 об/мин
- Направляющие HIWIN с автоматической системой смазки.
- Регулировка по высоте, позволяет максимально использовать весь ресурс инструмента.
- Узел размещен в специальном кожухе. Он убирает лишние шумы защищает от пыли.
 Подогрев торца заготовки
Подогрев торца заготовкиИнфракрасная лампа с рабочей температурой около 300° прогревает торец детали для наилучшего приклеивания кромки. Особенно актуально в зимний период.
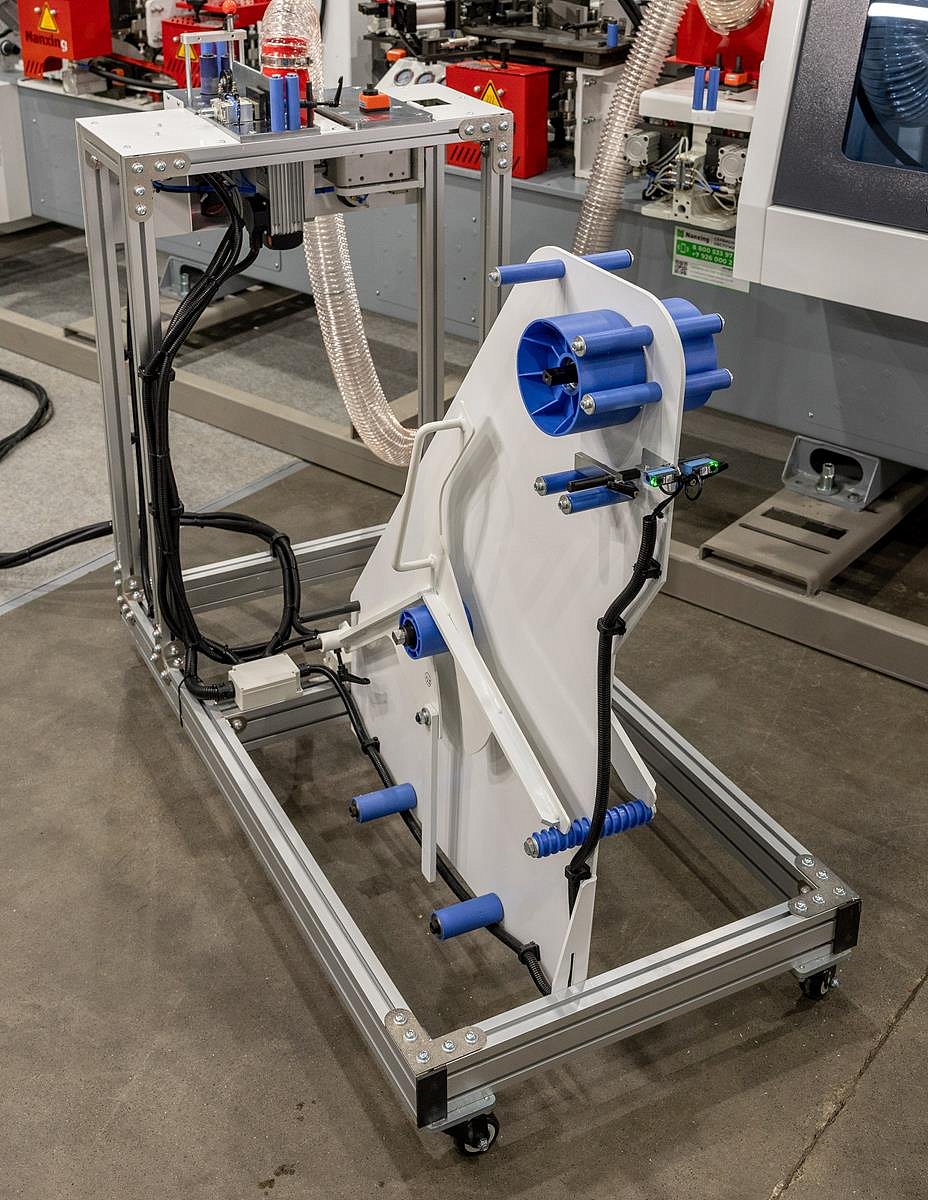
 Магазин подачи на 2 рулона кромки
Магазин подачи на 2 рулона кромки- Индикаторы контроля за кромочным материалом с остановкой подачи. Сигнал окончания рулона на пульте управления.
- Быстрая и удобная смена рулонов.
- Замена рулона происходит при завершении рулона или по команде системы управления в тех случаях, когда в новой программе указан другой тип кромки.
- Максимальный диаметр рулона 780 мм.
- Максимальная толщина кромки 3 мм.
- Точность подачи кромочного материала контролируется серводвигателями. Экономия на обрезках.
- Возможно перемещение магазина с помощью транспортировочных колес.
- Специальное устройство фрезерования продольного паза для получения качественного сгиба на торце детали. Мощность двигателя 0,37 кВт.
- Настройка положения паза с цифровым счетчиком.
 Верхняя клеевая ванна с предплавителем
Верхняя клеевая ванна с предплавителемСистема предварительного расплава имеет высокую скорость нагрева, оснащена бункером для непрерывной подачи в клеевую ванну, которая расположена сверху клеенаносящего ролика.
- Верхний клеевой бункер объемом около 10 л.
- Подача необходимой дозировки клея осуществляется с помощью пневмо-шторки.
- Контроль подачи клея с помощью специального датчика.
- Визуальная индикация наполнения бункера.
- Регулировка температуры в предплавителе и клеевой ванне с пульта управления.
- Быстросменная верхняя клеевая ванна.
- Возможность установки клеевой ванны для использования PUR-клея.
- Двигатель привода подачи кромки, клеевого вала и большого прижимного ролика.
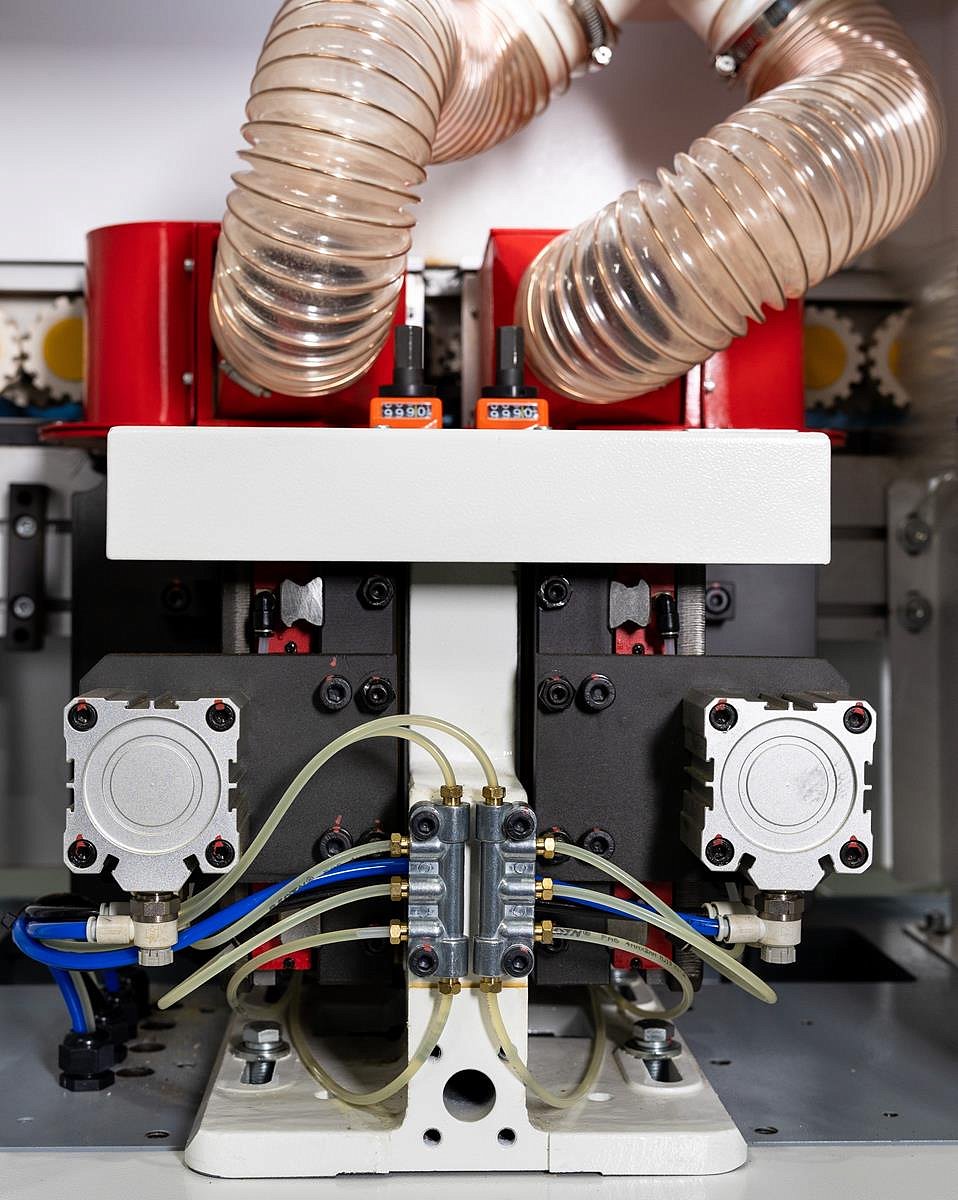
 Пресс-группа
Пресс-группа- Приводной ролик диаметром 100 мм охлаждает кромку после нанесения клея. Скорость вращения синхронизирована со скоростью подачи конвейера.
- 4 стальных дожимных ролика диаметром 70 мм.
- Каждый ролик имеет индивидуальный пневмоцилиндр.
- Два ролика – конусные с противоположным углом наклона для поджима кромки и минимизации клеевого шва.
- Два ролика – цилиндрические для финишного дожима кромки перед обработкой.
- Cпециальные скребки на роликах для удаления остатков клея.
- Узел торцовки (2 направляющие)
Предназначен для торцевания переднего и заднего свесов кромочного материала.
- Каждый двигатель расположен на отдельной наклонной рельсовой направляющей.
- Мощность двигателей: 2 х 0,37 кВт;
- Частота: 200 Гц.
- Скорость вращения: 12 000 об/мин.
- Расстояние между заготовками на высоких скоростях обработки: 350 мм.
- Пилы Ø115 x Ø22 x 2,6 Z24 с индивидуальными аспирационными кожухами.
 Узел фрезерования свесов (черновой)
Узел фрезерования свесов (черновой)Предназначен для чернового фрезерования верхнего и нижнего свесов кромочного материала с прямыми фрезами и двигателями увеличенной мощности.
- Мощность двигателей: 0,75 кВт;
- Частота: 200 Гц;
- Скорость вращения: 12 000 об/мин.
- Точность позиционирования заготовки за счет круглых копиров большого диаметра Ø 180 мм по плоскости.
 Узел фрезерования свесов (чистовой)
Узел фрезерования свесов (чистовой)Предназначен для фрезерования верхнего и нижнего свесов кромочного материала.
- Мощность двигателей: 2 х 0,75 кВт;
- Частота: 200 Гц;
- Скорость вращения: 12 000 об/мин.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и круглых конусных копиров Ø 120 мм в торец заготовки.
- В базовой комплектации фрезы R2 Ø69 х Ø16 H13 Z6.
- Узел оснащен аспирационными патрубками.
- Узел 4-моторной обкатки углов
Узел предназначен для профильного фрезерования передних и задних стыков кромки (углов).
- Мощность двигателей: 4 х 0,3 кВт;
- Частота: 200 Гц;
- Скорость вращения: 12 000 об/мин.
- Движение за счет пневматических цилиндров.
- Скорость подачи с обкаткой углов до 20 м/мин.
- Кожухи системы аспирации крепятся непосредственно у пилы на каждом двигателе.
 Узел радиусного циклевания
Узел радиусного циклеванияПредназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
- Точность позиционирования заготовки за счет копиров большого диаметра Ø 180 мм по плоскости сверху и снизу и конусных копиров Ø 120 мм по торцу заготовки.
- Система охлаждения ножей сжатым воздухом.
- Узел оснащен аспирационными патрубками.
- Автоматическая перенастройка на 2 толщины кромки
Технология Quick SET Автоматическая перенастройка узла на 2 толщины кромки – быстрое и удобное позиционирование узлов чистового фрезерования и радиусной цикли в рабочей зоне с пульта управления.
- Пневмоотрыватель стружки
В автоматическом режиме открывает длинную стружку, оставшуюся после узла радиусной циклевки.
- Узел плоского циклевания
Предназначен для идеальной финишной обработки поверхности заготовки по плоскости.
- Удаляет остатки клея и микросвесы кромки по плоскости.
- Позиционируется с помощью копиров по плоскостям детали.
- Пневматические цилиндры позволяют быстро вводить и выводить узел в рабочее положение.
 Узел полировки с осцилляцией
Узел полировки с осцилляциейУзел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
- Циклическое осевое перемещение полировальных кругов позволяет максимально эффективно их использовать.
- Оснащен 2 двигателями мощностью 0,37 кВт, частота 50 Гц, скорость вращения 1350 об/мин.
- Пазовальный узел
Узел предназначен для пазования нижней плоскости заготовок, при этом сохраняет все предыдущие операции.
- Варианты исполнения: снизу (базовое).
- Регулировка паза от края детали до 23 мм (с учетом пильного диска).
- Мощность двигателя: 5,6 кВт.
- Система аспирации эффективно убирает стружку из зоны обработки.
- Усиленные поддерживающие колонны
Специальный усиленный конструктив опорных колон для идеально точного позиционирования прижимной балки по всей длине, а так же жесткое и точное позиционирование всех необходимых узлов при перенастройке на заданную толщину.
 Система аспирации
Система аспирацииСтанок оборудован продуманной системой аспирации на основных узлах, которая эффективно убирает стружку из зоны обработки.
- Электрокомпоненты
- Управление PLC, входное напряжение 380 В, 50 Гц (стандарт).
- Положение заготовки контролируется энкодером.
- Независимые частотные преобразователи на каждый узел с функцией торможения двигателя.
- Большинство используемых электрических компонентов на станке произведены международными брендами для достижения высокого качества и универсальности.
- Каждый провод имеет уникальную метку с кодом, что обеспечивает максимальное удобство при устранении неполадок и онлайн-поддержки.
- Экономия энергии – режим ожидания включается автоматически. Это происходит в соответствии с заранее установленными настройками времени. Вы можете быстро запустить или остановить станок одним кликом.
 Пульт управления
Пульт управления- Пульт управления с 10" сенсорным дисплеем и удобным расположением;
- Отображение процессов и диагностической информации;
- Оперативное решение проблем с помощью кодов ошибок;
- Отчет о производстве: учет метража кромки.
 Станина
СтанинаДетали станин изготавливаются из толстостенного проката с использованием лазерной резки. Сборка станины осуществляется на специальном стапеле с применением высокоточных сварочных роботов. После сборки станина проходит операцию термической обработки для снятия внутренних напряжений. Затем, после термообработки, все посадочные поверхности и технологические отверстия обрабатываются на прецизионных портальных станках с ЧПУ за один установ.
 Сборочная линия
Сборочная линияПроцесс сборки – заключительный и чрезвычайно важный этап. Высококвалифицированные инженеры сборочного цеха Nanxing отвечают каждый за свою операцию. Поэтому завод гарантирует высокое качество выпускаемого оборудования.
 Контроль качества
Контроль качестваЗавод Nanxing — один из немногих заводов в Китае, который имеет собственную лабораторию для контроля качества выпускаемого оборудования. Лаборатория имеет систему поддержания постоянной температуры и влажности, оснащена самым современным высокоточным измерительным оборудованием производства Zeiss (Германия) и Aberlink (Великобритания).
- Доставка:i