Официальное представительство Nanxing в России


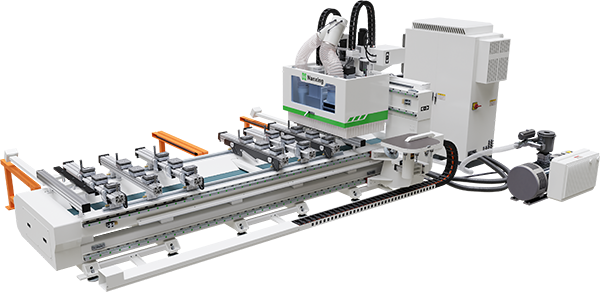


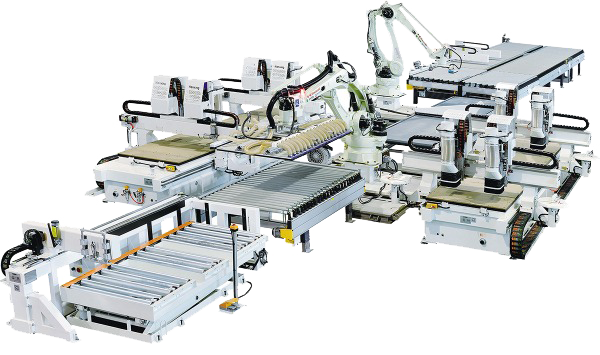
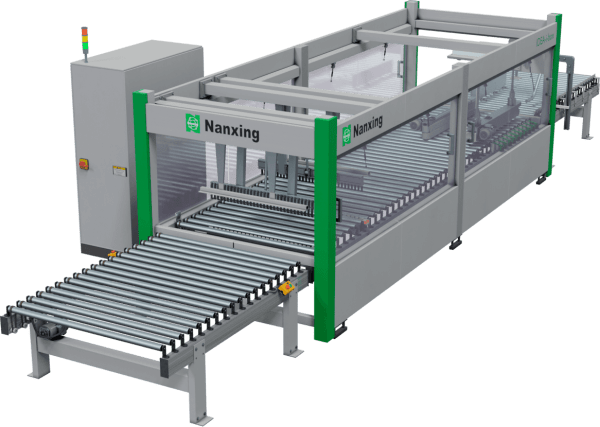





















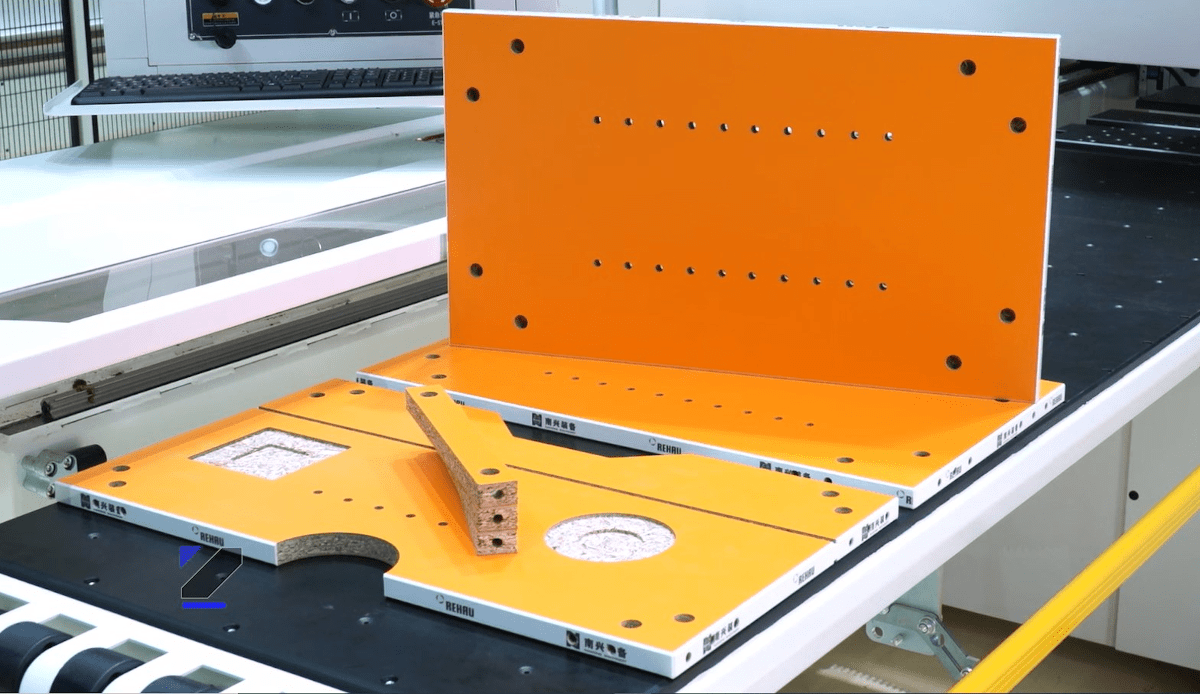

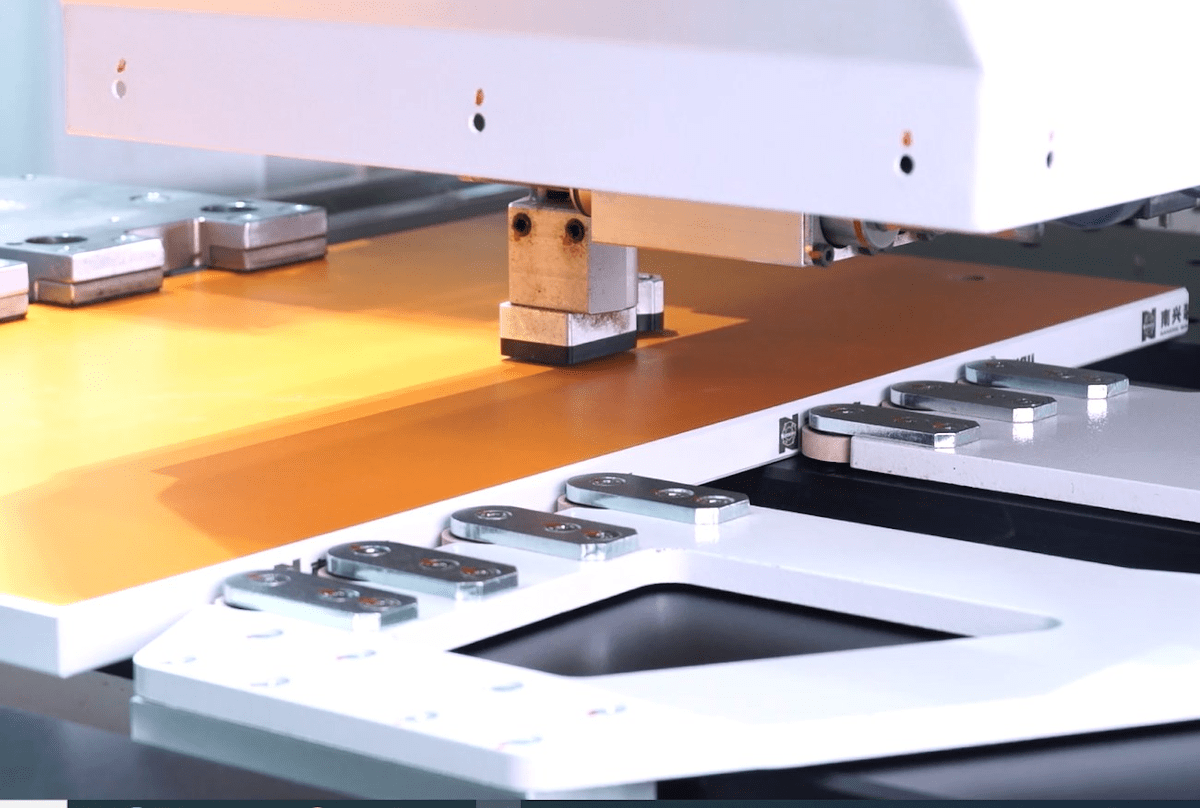
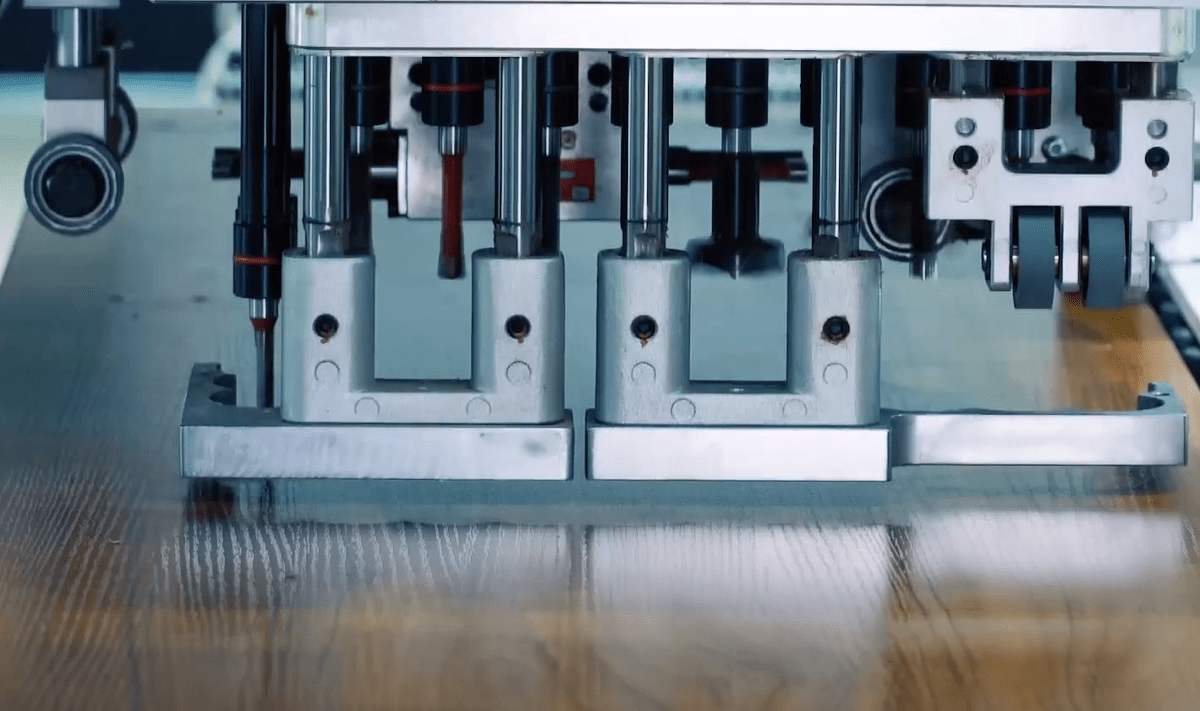

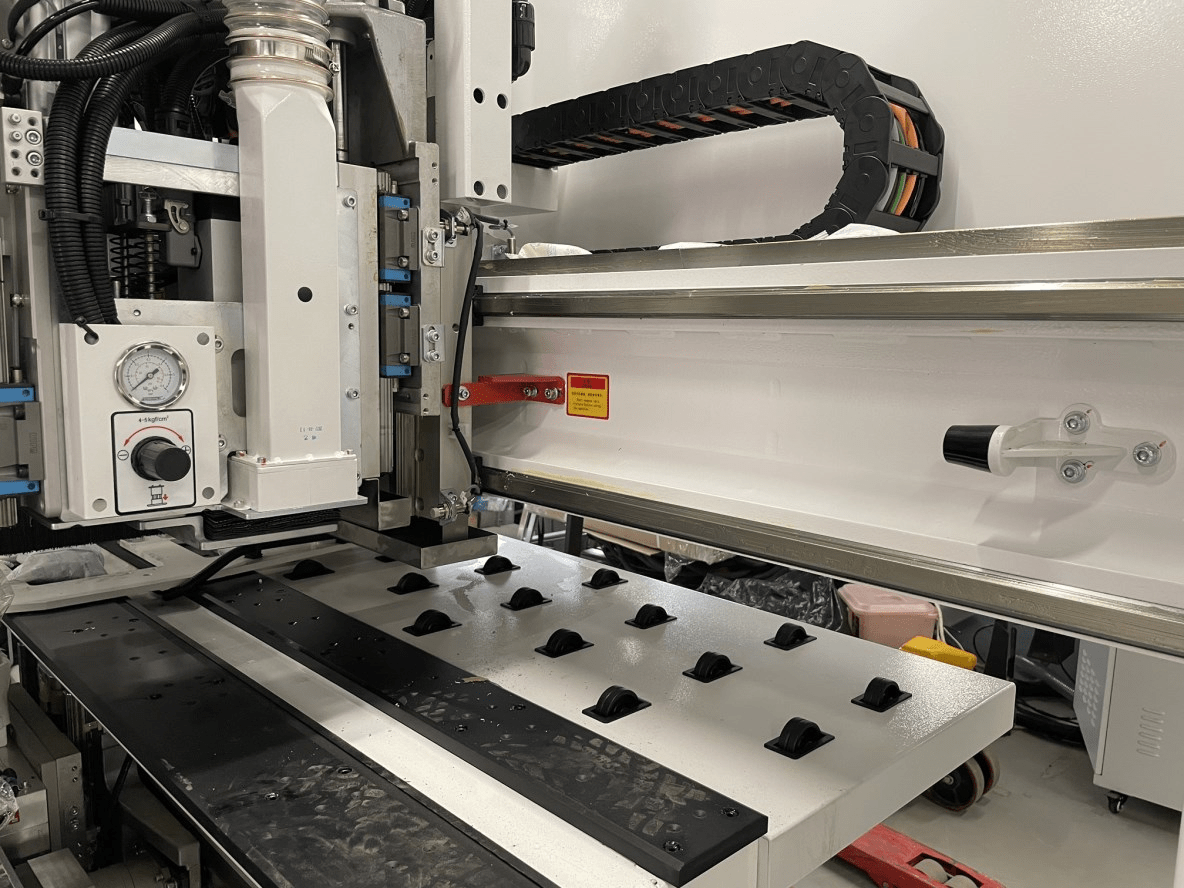
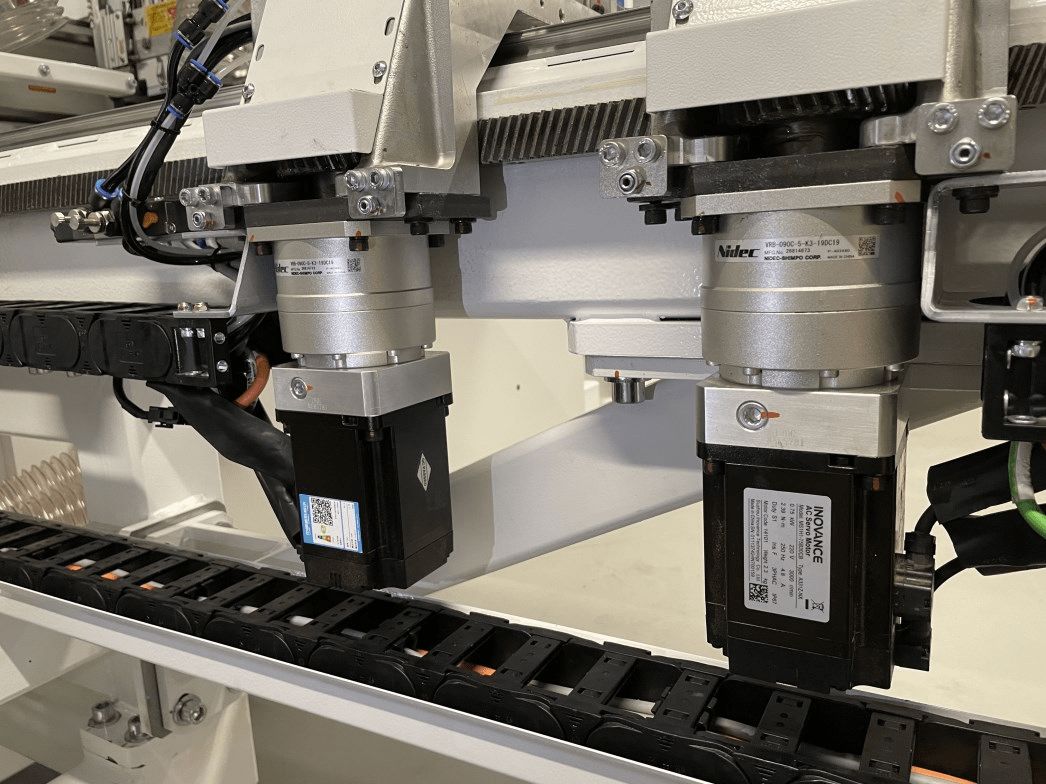

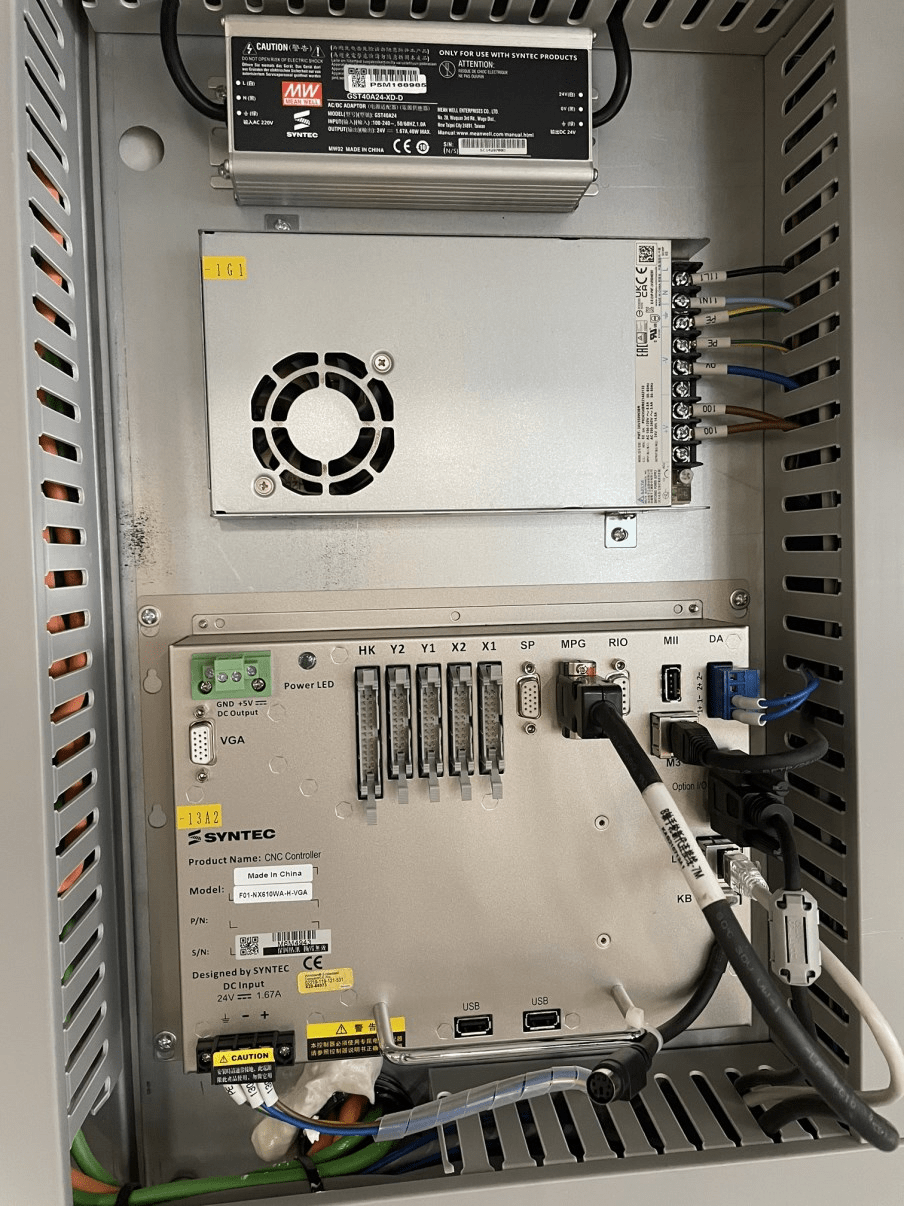



























































NCB612. Сверлильно-присадочный центр с ЧПУ
 2 присадочных головы (сверху и снизу)
2 присадочных головы (сверху и снизу)- 2 фрезерных шпинделя по 3,5 кВт
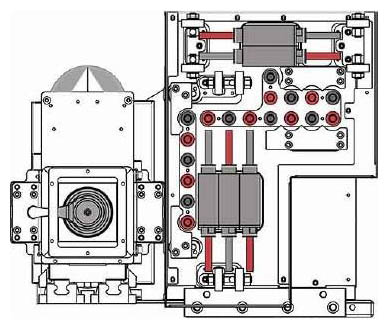
- Конфигурация присадочных голов
- Вертикаль 18 (сверху), 9 (снизу) / Горизонт. 10 (3+3; 2+2)
- Макс. ширина заготовки:1200 мм
- Макс. скорость перемещения X / Y / Z:140 / 75 / 30 м/мин
- Мощность:18,1 кВт
- Вес:3200 кг
| Модель | NCB612 |
| Параметры заготовки | |
| Длина, мм | 200 - 3000 |
| Ширина, мм | 30 - 1200 |
| Толщина, мм | 10 - 60 |
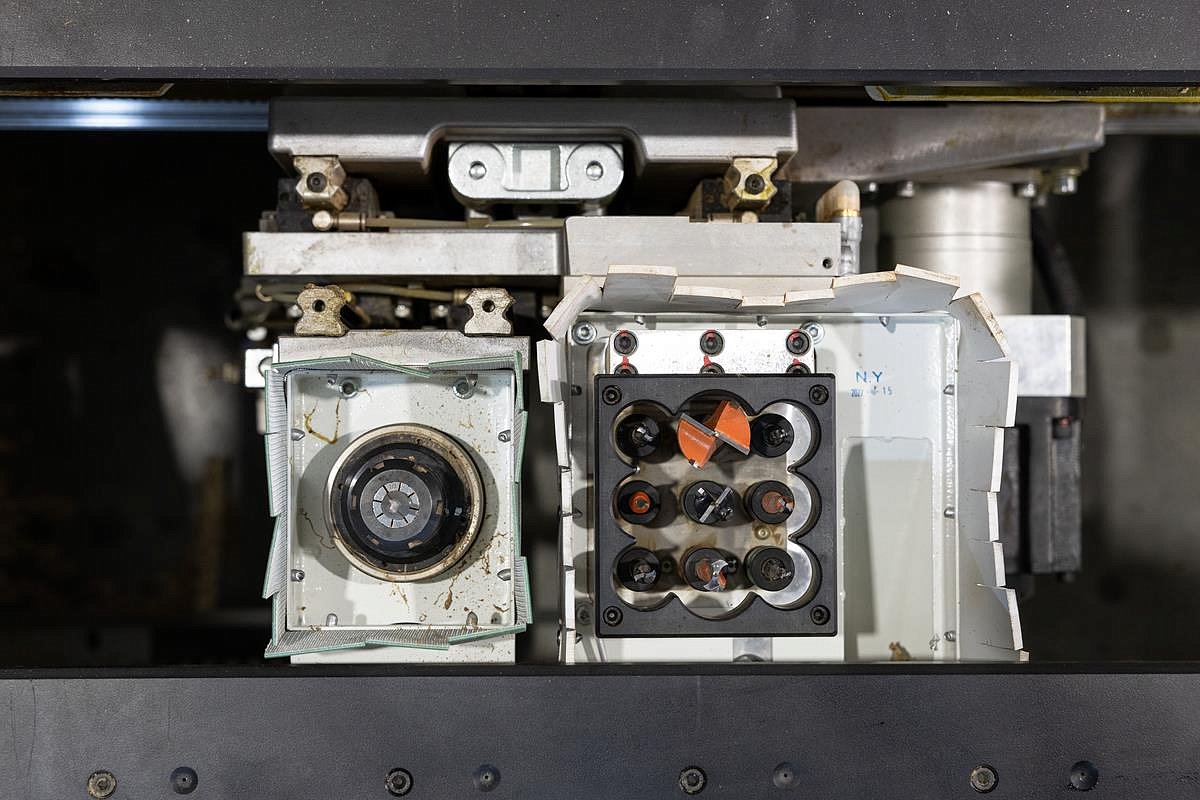
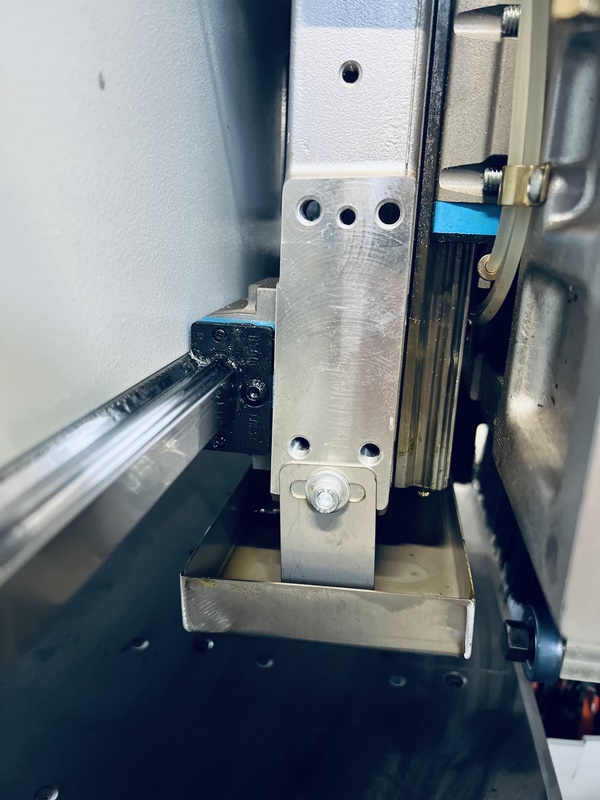
| Параметры присадочных голов | |
| Кол-во вертикальных шпинделей для сверления в пласть (сверху), шт. | 18 |
| Кол-во вертикальных шпинделей для сверления в пласть (снизу), шт. | 9 |
| Кол-во горизонтальных шпинделей для сверления в торцы, шт. | 10 (3 + 3; 2 + 2) |
| Частота вращения шпинделей сверлильных групп, об/мин | 5000 |
| Мощность шпинделя (верх / низ), кВт | 3.5 |
| Макс. частота вращения шпинделя, об/мин | 18 000 |
| Тип охлаждения шпинделя | Воздушный |
| Тип цанги (верх / низ) | ER25 |
| Макс. посадочный диаметр инструмента (верх / низ), мм | 16 |
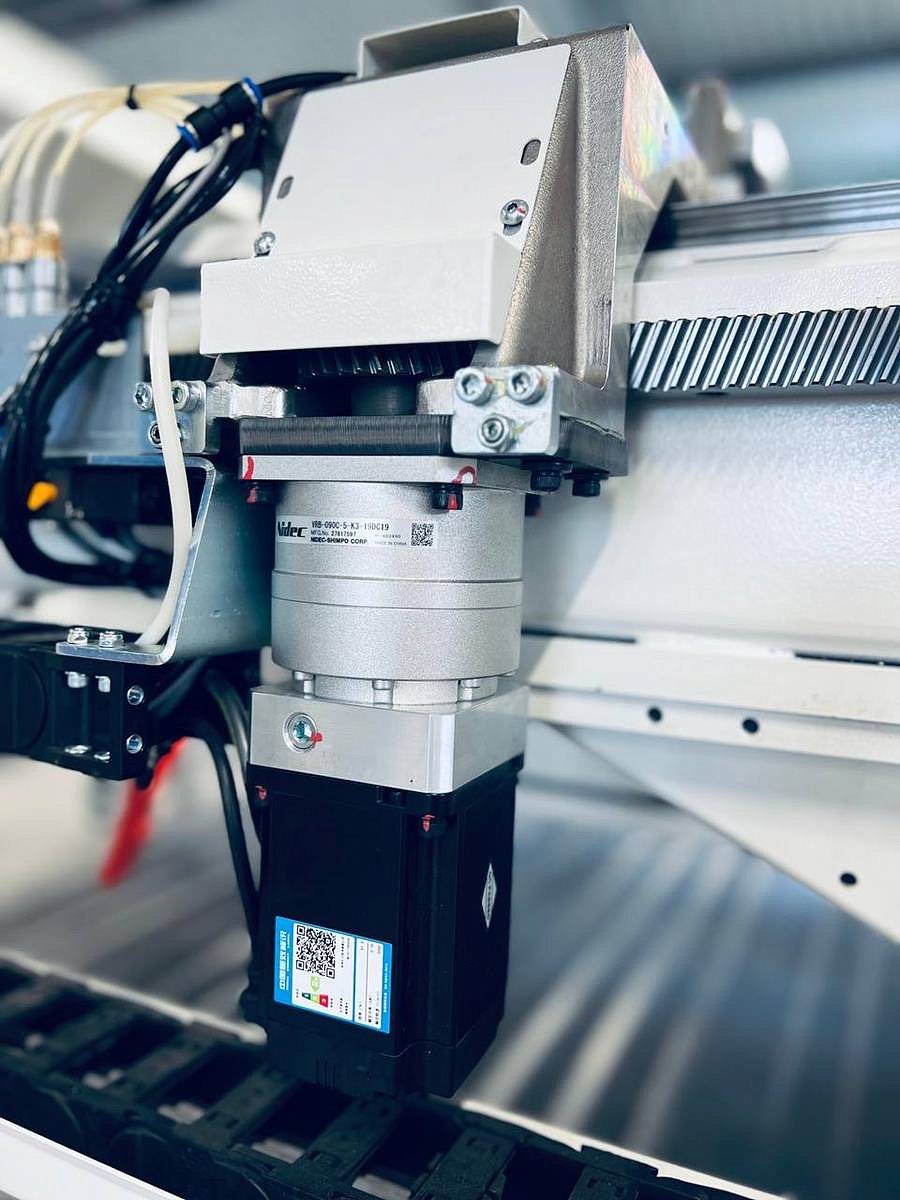
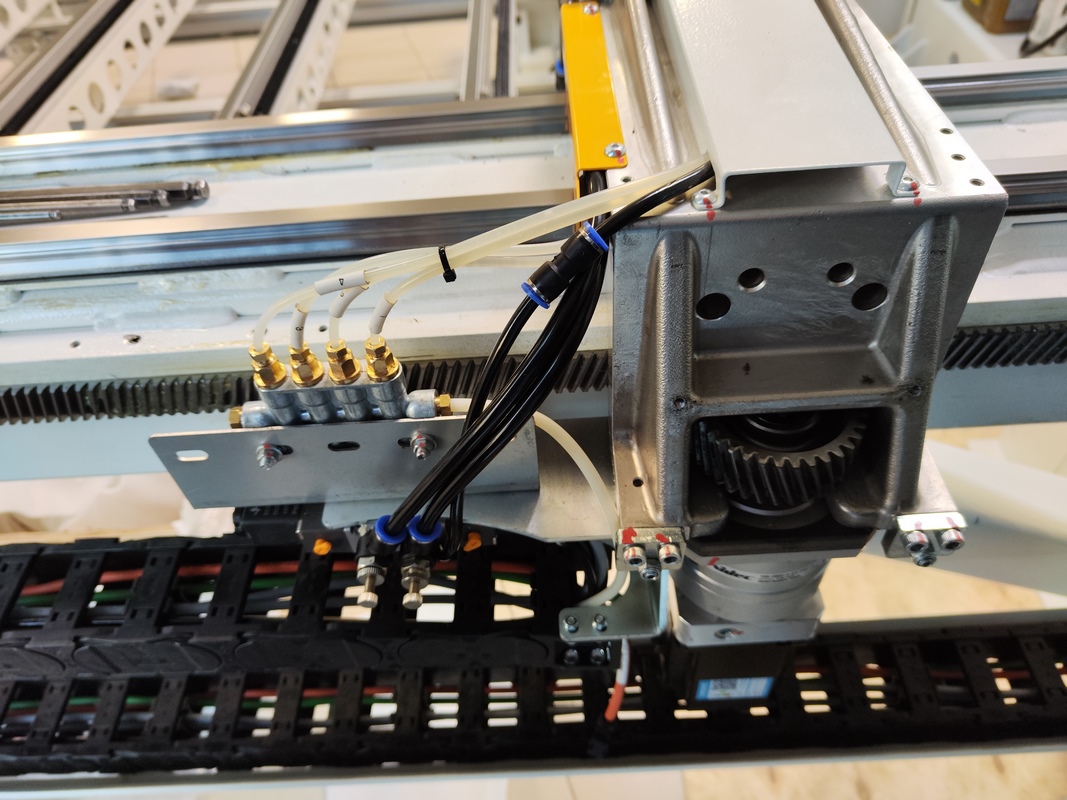
| Мощности серводвигателей по осям X / Y / Z, кВт | 0,75 x 2 / 0,85 x 3 / 0,85 x 3 |
| Макс. скорость перемещения X / Y / Z, м/мин | 140 / 75 / 30 |
| Макс. длина инструмента, мм | 70 |
| Макс. диаметр инструмента, мм | 35 |
| Параметры подключения | |
| Диаметр аспирационных патрубков верхней головы, мм | 200 |
| Диаметр аспирационного патрубка нижней головы, мм | 125 |
| Скорость потока воздуха для аспирации, м/с | 28 |
| Давление в пневмосистеме, МПa | 0.6 - 0.7 |
| Общая мощность, кВт | 18.1 |
| Напряжение, В | 380 |
| Частота, Гц | 50 |
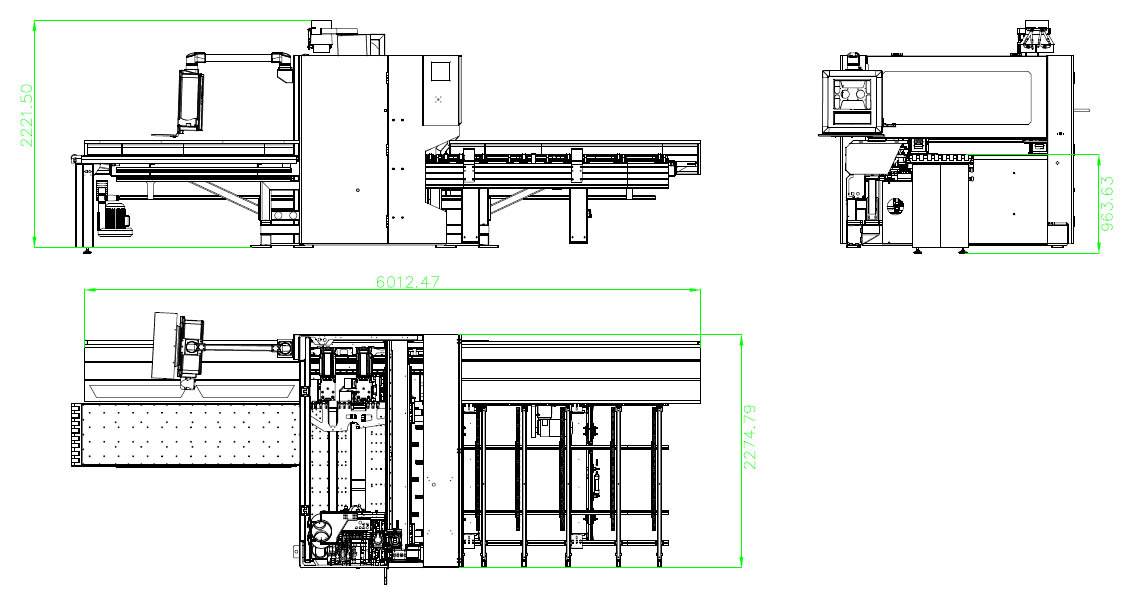
| Габаритные размеры, мм | |
| Длина, мм | 6150 |
| Ширина, мм | 2273 |
| Высота, мм | 2325 |
| Вес, кг | 3200 |

















- Доставка:i
- Стоимость ШМР: от 110 000 ₽